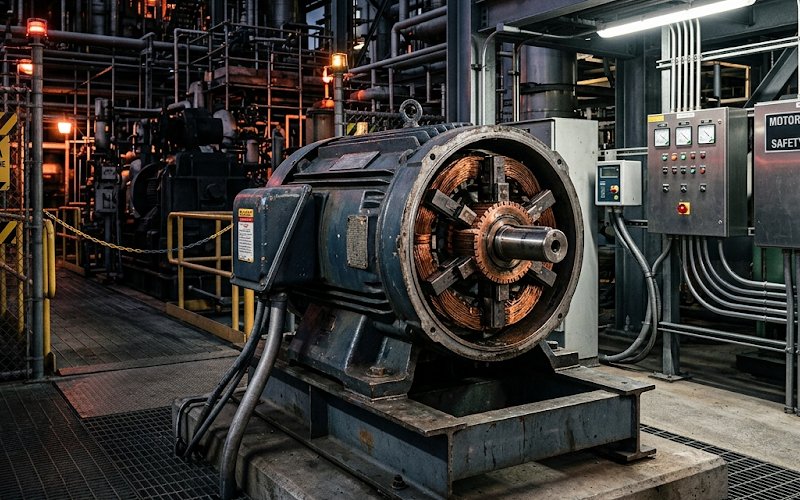
Can a Brushed DC Motor Stay in a Hazardous Location? A Practical Retrofit Guide for Commutators in Explosive and Flammable Areas
When can a commutator remain in service in a hazardous location, and when should it be relocated, enclosed, or…
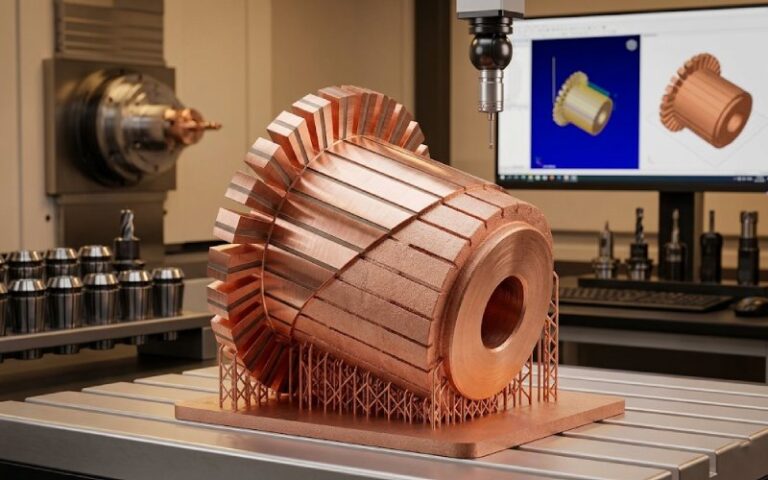
Can 3D Printing Technology Improve Commutator Manufacturing?
3D printing can improve commutator manufacturing. But the gain is not where many people first look. It does not…

Large Industrial Commutator Repair and Maintenance: 7 Essential Technician Skills, Tolerances, and Troubleshooting Checks
When a large industrial commutator starts sparking, chattering, dragging copper, or burning bar edges, the repair is rarely just…