Pinned vs. Dovetailed: Industrial Commutator Construction Types
If you work with DC machines for a living, you mey care about which construction survives your overload tests, which one your repair shop can refill at 3 AM on a Sunday, and which one stops eating brushes.
So let’s stay there. Pinned vs. dovetailed commutators, from a practical point of view.
Table of Contents
1. Quick baseline: what we’re really comparing
Most medium-to-large industrial commutators you see in traction, steel mills, mining, marine, etc. fall into a few families:
- Dovetailed / V-ring / arch-bound Copper and mica segments have dovetail roots that lock into steel V-rings or a steel core. Segments are clamped radially by wedge geometry plus clamping rings. These are usually refillable; you can remove and replace segments without scrapping the core.
- Pinned constructions Segments (or a segment pack) are secured by mechanical pins, bolts, or cross-pins through the root into the hub or support structure. Geometry at the root is simpler; the pin provides the mechanical lock instead of a full dovetail. Industrial usage is less standardized in the literature, but the idea is consistent: load path runs through pins, not a wedge-locked V-ring system.
The rest — glass-banded, external steel shrink-ring, molded commutators — are more about how the segment pack is restrained radially and axially than about “pinned vs. dovetail”, but they interact with that choice.
We’ll treat “pinned” and “dovetailed” as two answers to one question:
How do you stop the bar pack from moving when the rotor is hot, saturated, and spinning near overspeed?
2. What actually changes when you switch construction type
Before getting lost in cross-sections, it helps to pin down what this choice really touches:
- Maximum safe peripheral speed
- How the commutator behaves during thermal cycling
- Refill / rebuild complexity and cost
- Brush track stability over time
- Sensitivity to shock, vibration, and field service abuse
- How hard it is to standardize one design across many frame sizes
Everything else is second-order. Material, riser design, copper alloy, brush grade — all important, but you already specify those independently.
3. Dovetailed / V-ring / arch-bound commutators
3.1 Geometry in one short paragraph
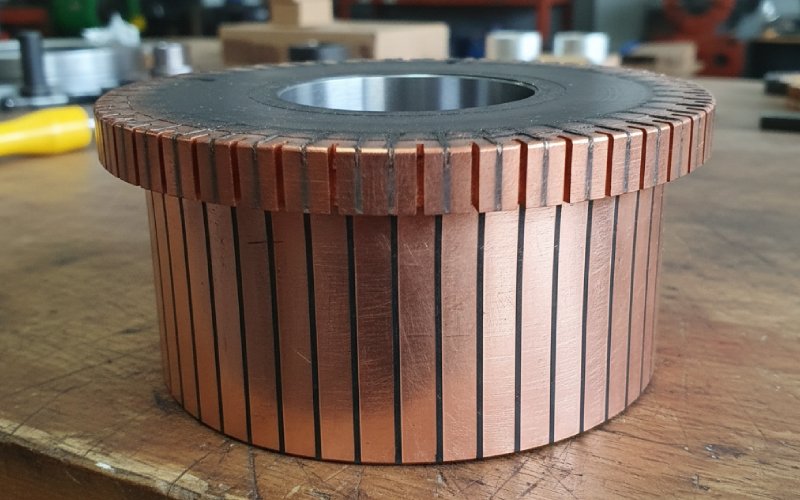
Classic industrial dovetail: each copper segment (with mica insulation) has a wedge-shaped foot that fits into a matching V in the steel V-ring or core. Insulating wedges and rings complete the pack. Clamping rings pull the V-rings together so the wedge faces lock the segments inward.
Arch-bound variants tweak that clamping geometry to pre-stress the bars inward (gap at V-ring clearance angle, then closed during assembly). This offsets centrifugal forces at speed.
3.2 Why heavy industry keeps using dovetails
Engineers keep specifying dovetailed or V-ring commutators in traction, hoists, and big DC drives for boring reasons:
- Mechanical security at high speed The radial load path is steel-to-steel across large wedge surfaces, with predictable stress distributions. That’s friendly to fatigue calculations and standards.
- Refillable by design Industrial practice and even general references explicitly describe “refillable dovetailed commutators” as the common choice for larger machines.
- Stable geometry under long-term seasoning Spin seasoning, heat seasoning, or load seasoning tends to “shake down” any micro-movement. Industry guides describe this as standard for high-performance commutators.
- Brush track consistency When the bar pack stays round and the mica stays where it belongs, you get fewer dark bars, less re-turning, and more predictable brush wear patterns. Maintenance documents on commutators lean heavily on stable bar geometry and V-ring integrity.
3.3 Typical pain points
Dovetailed designs aren’t magic:
- Tooling heavy for new designs (accurate wedge angles, machining of V-rings, precise boring).
- Refill isn’t trivial — you’re into specialized jigs, torque sequences, seasoning routines.
- Overkill for small frames — you can end up with a structure more complex than the motor deserves.
So for small-to-mid motors, or where the commutator is basically disposable, OEMs have drifted toward molded or simpler constructions.
4. Pinned commutator constructions
Here the goal is the same: keep the bar pack where it belongs. The tactic is different.
4.1 What “pinned” usually means in practice
Terminology varies by region and by repair shop, but pinned construction typically includes one or more of these:
- Bars or segment shoes inserted into a simpler groove, then radially pinned into the steel core or hub.
- A pre-assembled segment pack that’s cross-pinned to the shaft or hub (common in some clock, starter, and specialty motors).
- Pins acting as anti-creep features to prevent rotation of the bar pack relative to the hub in high-shock cases.
The load path is concentrated through pins with limited bearing area, instead of distributed wedge faces.
4.2 Why pinned constructions exist at all
If dovetails are so strong, why pin anything?
- Simpler machining You can avoid complex V-ring geometries. Straight slots plus drilling gives you enough accuracy for many mid-speed motors.
- Lower initial cost for some sizes Where volumes are modest and peripheral speeds are moderate, pinning can be cheaper than tooling up for full arch-bound geometry.
- Retrofit / conversion When converting old molded or riveted commutators to refillable steel-core builds, some repairers retain pins for indexing or locking features. Pins become part of a hybrid structure rather than the sole retention method.
- Extreme shock In equipment subject to short, violent shocks, a correctly specified pin can act as a mechanical fuse or secondary lock. It’s a niche argument, but it appears in some historic and specialized designs.
4.3 Typical weaknesses
Pinned systems trade off some of the advantages of dovetails:
- Stress concentration at the pins Under high peripheral speed, centrifugal force flows through a few small cross-sections, not broad wedge faces. Fatigue and fretting at the pin/hole interface become real concerns.
- Thermal mismatch issues Copper, steel, and insulation expand differently. Differential expansion around pins can loosen fit or distort the bar pack, especially after many heating cycles.
- Limited scalability Works fine on small or moderate-diameter commutators. Becomes progressively less comfortable as diameter and speed move into traction-motor territory.
- Refill complexity Removing and replacing pinned segments without damage to holes or pins can be slower than releasing a V-ring stack designed for repeat refills.
So pinned construction is often a cost / complexity optimization for specific ranges of speed, diameter, and duty, rather than a general answer for all industrial DC machines.
5. Pinned vs. Dovetailed: side-by-side
Here’s the quick comparison engineers actually use when making a spec or reviewing a repair proposal.
| Aspect | Dovetailed / V-Ring / Arch-Bound | Pinned Construction |
|---|---|---|
| Primary mechanical lock | Wedge-shaped segment roots in V-rings or core; clamping rings | Pins or cross-pins through segment root / hub |
| Typical size & duty | Medium to very large industrial DC motors, generators, traction, mill drives | Small-to-medium machines, specials, cost-sensitive builds, some legacy designs |
| Refill / segment replacement | Designed to be refillable; segment packs released by V-ring or clamping ring removal | Possible but slower; risk of damaging holes or pins; often not economical for very small units |
| Mechanical behavior at overspeed | Load shared across many wedge faces; predictable stress paths; widely studied (arch-bound stress work, industry manuals) | High stress at pin interfaces; typically limited to lower peripheral speeds or conservative overspeed margins |
| Dimensional stability with temperature | Good when seasoned; bar pack locked circumferentially by V-rings | Depends heavily on pin fit, material selection, and drill tolerances |
| Brush track roundness over life | Strong record in traction / heavy industry; easier to hold roundness if assembly is correct | More variation; small permanent deformations at pins can show up as minor runout or localized wear |
| Tooling & manufacturing | Higher upfront tooling cost; more machining operations | Simpler machining; lower capital cost for short runs |
| Best use case | Long-life, refillable industrial commutator where downtime is expensive | Moderate-duty motors, legacy designs, or where commutator is effectively consumable |
6. How construction type shows up in your maintenance data
If the tag is worn off and the drawings are buried, you can still infer a lot from how the commutator behaves in service.
6.1 Patterns that point to dovetailed / V-ring
From traction and heavy-industry documentation, you usually see:
- Consistent bar-to-bar height after correct seasoning.
- Stable runout until something external happens (bearing failure, shaft bend).
- Clear refill history in records: segment packs replaced, V-rings re-torqued, seasoning cycles logged.
- Brush problems mostly tied to contamination, wrong grade, or alignment — not bar movement.
6.2 Patterns that suggest pinned or simpler construction
In contrast, pinned or simplified builds often show:
- More frequent touch-up cuts on the commutator to correct minor runout.
- Notes about “bar creep” or local distortion in thermal cycling.
- Repairs mentioning drilled pins, broken pins, or re-pinning operations.
- A stronger tendency for the plant to treat the entire rotor or motor as non-refillable even if, in theory, it could be.
That isn’t a rulebook, just a pattern you can cross-check against your own CMMS history.
7. Choosing construction for a new design or retrofit
Assuming the electrical side is already frozen, here’s a direct decision path.
7.1 Start with speed and diameter
- High peripheral speed (traction, large mill drives, marine propulsion, high-speed DC): Go dovetailed / V-ring / arch-bound by default. You’re inside the envelope that standards, handbooks, and decades of data already cover.
- Moderate speed, moderate size (general industrial DC, cranes, pumps): Dovetailed still works and simplifies long-term support. Pinned can be justified if you have strong cost pressure and a tight, well-documented duty cycle.
- Small diameter, low duty (appliances, small tools, “throw-away” DC drives): Realistically this is molded commutator territory; both pinned and dovetail are often too expensive. Molded units are now common even in somewhat larger motors.
7.2 Then look at your service model
Ask three unromantic questions:
- Is the commutator intended to be refillable?
- Yes → strongly favors dovetailed or V-ring, because refill practices, jigs, and know-how are widely available.
- No → pinned or molded become more interesting, because initial build cost dominates.
- Where will it be repaired?
- If your repair partners already have V-ring / arch-bound jigs and seasoning rigs, lean into that ecosystem.
- If they mostly handle small, simple builds and don’t refill commutators at all, pinned or molded can align better with reality.
- How long is the expected service life?
- 10–15 years, with planned overhauls → design for refills.
- Shorter or uncertain → you can accept structures that are mechanically conservative but non-refillable.
7.3 Standardization vs. one-off optimization
Big fleets benefit from standardization. It’s rarely worth mixing pinned and dovetailed constructions inside one power range unless something about your environment (shock, contamination, regulatory requirement) really demands it.
8. Practical design hints for each construction type
8.1 For dovetailed / V-ring / arch-bound
- Treat wedge angles and surface finish as critical, not cosmetic. Minor deviations change contact pressure distribution.
- Specify seasoning procedure in the drawing notes (speed, duration, temperature). Don’t leave it to memory or habit.
- Lock down V-ring material and hardness; cheap substitutions can creep under load and heat.
- Make it easy to measure clamping ring torque or stretch during rebuilds, so service shops can reproduce the original prestress.
8.2 For pinned constructions
- Run actual stress and fatigue estimates on the pins, not just simple static checks.
- Control hole quality and alignment tightly. Ovality and misalignment show up later as distortion.
- Specify pin material and surface treatment for corrosion. A rusty pin in a blind hole can ruin a future rebuild.
- If possible, combine pins with a secondary geometric lock (step, shallow groove) so the pins don’t see the full torque alone.

9. FAQ: pinned vs. dovetailed commutators
Q1. Are dovetailed industrial commutators always refillable?
Usually yes. Standard references and manufacturer brochures explicitly describe “refillable dovetailed commutators” as the common choice for larger industrial machines.
That said, whether a particular unit gets refilled or scrapped still depends on damage level, age, and shop capabilities.
Q2. When does a pinned construction make more sense than a dovetail?
Pinned makes sense when:
1. Peripheral speed and diameter are moderate.
2. Commutator life is not planned around multiple refills.
3. Your manufacturing set-up favors simple turning and drilling over complex V-ring geometry.
If you’re designing a 1 MW steel-mill DC motor, pinned construction is hard to justify. For a smaller, intermittent-duty industrial motor where the commutator is almost a consumable, pinned can be a reasonable compromise.
Q3. How does construction type affect brush life?
Indirectly:
1. Dovetailed / V-ring builds that stay round and dimensionally stable give more uniform current sharing between bars. That lowers local hot spots and reduces brush edge chipping.
2. Pinned constructions are more prone to small geometric changes around the circumference, which can show up as patterned wear or localized heating if not controlled.
In practice, brush grade, loading, cooling, and contamination still dominate.
Q4. How can I tell which construction I have without tearing the motor apart?
Some clues:
1. Large DC traction and mill motors built in the last decades are overwhelmingly V-ring / arch-bound, not pinned, especially when documentation mentions “arch-bound” or “V-ring” and seasoning.
2. If your service reports talk about refilling and V-ring replacement, it’s almost certainly dovetailed.
3. If reports focus on pins, “cross-pinning”, or note that the whole commutator is replaced instead of refilled even when the core looks fine, it may be pinned or molded.
Q5. Does switching from pinned to dovetailed require a full redesign of the armature?
Not always, but you will at least:
1. Re-specify commutator diameter, length, and hub interface.
2. Re-do mechanical checks (stress, overspeed, critical speed).
3. Check winding end-connection geometry and riser layout.
From an electrical viewpoint, nothing stops you from using the same winding data with a different commutator construction, as long as bar count and pitch stay the same. The work sits on the mechanical and manufacturing side.