Commutator Manufacturing Process
A controlled, repeatable manufacturing flow for copper commutators used in DC motors, starters, and generators—supported by engineering review, traceability, and documented inspection.
At a Glance
What we manufacture
Molded commutators
V-ring commutators
Shrink-ring commutators
Custom designs based on drawings/samples
What you can expect
DFM feedback (if needed) before production
Clear process checkpoints (dimensional + electrical)
Traceable records for key steps and inspection results
Quick quotation within 24 hours once drawings/specs are confirmed


Why Process Control Matters for Commutators
Commutators operate under heat, speed, mechanical stress, and electrical load. Small variations in concentricity, runout, insulation condition, undercut quality, or segment integrity can lead to:
brush wear and sparking
vibration/noise issues
overheating and insulation failure
shorter service life and returns
Our manufacturing flow is designed to reduce these risks by controlling critical characteristics at multiple stages—not only at final inspection.
Process Overview of Our Commutator Manufacturing Process
Engineering → Material Prep → Assembly → Curing → Machining → Undercut & Finish → Seasoning → Testing → Packaging
1. Engineering Review
To avoid future mismatches, we will confirm application and drawing details, including operating voltage/current, speed range/duty cycle, commutator type selection, critical dimensions and tolerances, insulation/beveling requirements, and balance requirements.You will receive a confirmation list or DFM instructions (if required) and a quotation clearly outlining all assumptions.
2. Material Preparation & Incoming Check
Copper, insulation (mica), and related materials are prepared and checked before assembly:
• visual and dimensional verification
• Material Traceability: All incoming raw materials (e.g., Cu-Ag alloy copper, mica sheets, steel rings). Every production batch can be traced back to the original mill test certificates (MTC) to guarantee material purity and mechanical properties.
3. Segment & Insulation Assembly
Segments and insulation are assembled according to the selected commutator structure:
• segment alignment and spacing control
• insulation placement and consistency check
• mechanical integrity check prior to curing
4. Curing / Bonding
Depending on design, we use controlled curing/bonding to ensure stability and reduce movement during later machining.
• Curing Controls: Thermosetting processes are strictly controlled in calibrated ovens. Standard profiles range from 160°C to 180°C for 4 to 8 hours, ensuring the molding resin or V-ring insulation is fully polymerized and stress-relieved.
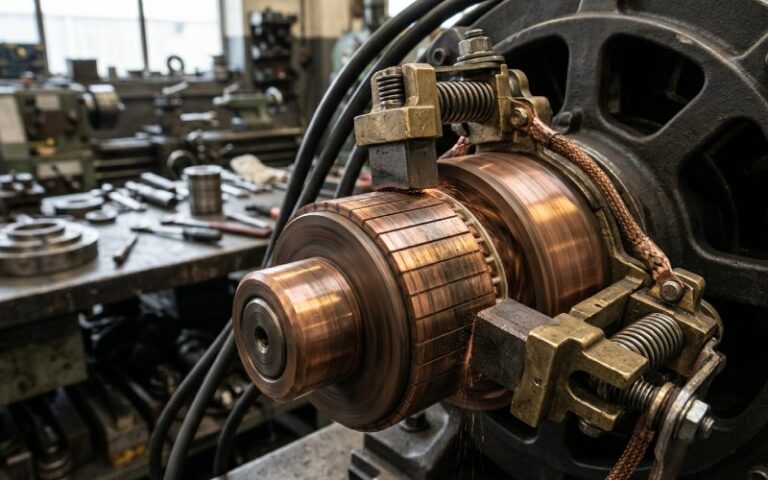
5. Precision Machining
Machining is performed to achieve required geometry and surface condition:
• OD/ID machining and face turning
• Precision Limits: We routinely hold OD/ID tolerances to ±0.005 mm and control runout within 0.008 mm (depending on part size and structure).
• surface finish control (typically Ra 0.4 to Ra 0.8 as specified)
6. Undercutting & Finishing
Undercutting and finishing are performed to meet brush commutation and insulation requirements:
• undercut depth and width control
• edge finishing / deburring
• slot cleaning and visual check
7. Seasoning / Spin Test
Where applicable, we perform controlled seasoning/spin to confirm stability prior to final electrical tests.
• Acceptance Criteria: Commutators are heated (e.g., 150°C) and spun at high speeds (up to 10,000 - 30,000 RPM, depending on OD). The maximum allowable bar lift/displacement is strictly controlled (typically < 0.002 mm) to guarantee stability under extreme motor centrifugal forces.
8. Final Inspection, Testing & Release
Before shipping, parts are verified against drawing/spec requirements.
Quality Control & Lab Testing
We apply dimensional and electrical checks to confirm commutator safety and performance.
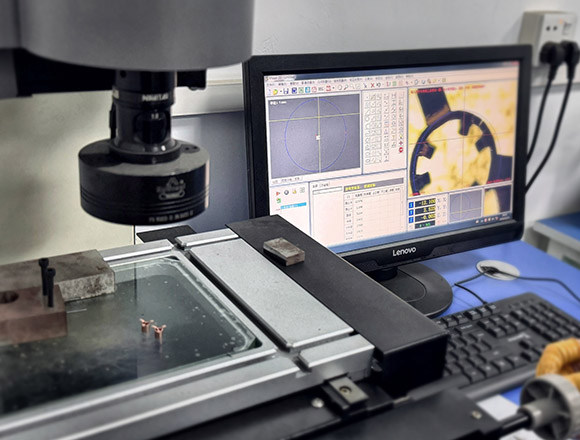
Dimensional & Mechanical Inspection
OD/ID/length measurement
runout and concentricity verification
undercut geometry checks
visual inspection (segment edges, insulation condition, cleanliness)
balancing verification (if required)
Electrical Testing
insulation resistance (IR)
high potential (Hi-Pot)
surge test (where applicable)
continuity checks
Documentation & Traceability
Record Retention: All dimensional and electrical inspection records are linked to the batch QR code and kept securely for 5 years.

Equipment & Capability
Precision CNC turning / boring centers for OD/ID & face machining
Automated undercutting machines for precise insulation slot geometry
Concentricity/Runout: Mahr roundness testers and precision dial indicators
Electrical Instruments: Automated Hi-Pot testers, Megohmmeters (IR), and surge testing stations
Balancing: Schenck dynamic balancing machines
Inspection Gauges: Mitutoyo optical comparators, custom Go/No-Go plug and ring gauges
Engineering Support
If you provide drawings or samples, our engineering team can support:
commutator type recommendation based on load/speed/space
tolerance review and manufacturability feedback
insulation/undercut suggestions for brush performance
rapid prototyping and sample approval process
What to send for best results
2D drawing (PDF) + 3D model (STEP/IGS/X_T/SolidWorks) if available
application details (voltage/current/speed/duty)
target quantity and timeline

Packaging & Shipping
To protect commutator surfaces and maintain cleanliness:
Corrosion Protection: All copper commutators are packed using VCI (Volatile Corrosion Inhibitor) bags and silica gel desiccants to prevent oxidation during sea or air freight.
Mechanical Protection: Parts are securely placed in custom-molded EPE foam trays or heavy-duty cellular partitions to prevent edge damage and scratches.
clear part labeling and order identification for easy receiving.
Request a Quote
Get an engineer’s review and quote within 24 hours.
Upload drawings/models and tell us the application—our engineering team will respond with DFM feedback or a precise quotation as soon as specifications are confirmed.
Upload formats supported
PDF / DWG / STEP / IGS / X_T / SolidWorks / ZIP
WhatApps
+86 17820674273
Address
Taixing Science and Technology Park, No. 3 Taixing Road, Dongguan City, Guangdong Province
FAQ
We produce molded, V-ring, and shrink-ring commutators, including custom designs based on drawings or samples.
Yes. If no drawings are available, we can evaluate a sample and confirm key dimensions, structure type, and test requirements before quoting.
Common tests include dimensional inspection, runout/concentricity checks, undercut verification, visual inspection, insulation resistance (IR), Hi-Pot, and surge testing when required.
Yes. We can provide inspection reports per order or per batch. Sample report templates are available on request (sensitive data can be redacted).
Drawing/model files, commutator type preference (if any), key tolerances, application details (voltage/current/speed/duty), quantity, and target delivery time.
Related Resource
At XDC, we share our deep insights into commutators, manufacturing processes, and industry experience on our blog. We invite you to explore these articles to learn more about our expertise.
Commutator Sparking and Wear: Why Brushes Must Align With the Motor Neutral Plane
The motor neutral plane is the running position where the coil under the brush can reverse current with the…

DC Motor Squealing Noise: Is It the Carbon Brush or the Commutator?
When a DC motor starts squealing, most people replace the brushes first. Sometimes that works. Sometimes the noise goes…

How to Check a Commutator for Roundness or Runout
Most bad readings start before the indicator touches copper. That is usually the whole job, really. Not the gauge.…



