Effects of Protruding Mica Insulation on Motor Performance
Protruding mica insulation, often called high mica, means the insulation between commutator bars is standing too close to the copper surface, or above the effective brush path after machining and wear. The motor may still rotate. Current still passes. That is not the point. The contact becomes unstable first. Then the visible problems start.
In commutator manufacturing, high mica is not treated as a minor finish issue. It is a geometry defect at the sliding electrical interface. Once the brush stops riding a clean copper track and begins crossing hard insulation edges, motor performance changes fast enough: more vibration, less stable commutation, uneven film, rising brush temperature, edge chipping, and bar damage that usually shows up later than it was actually created.
Table of Contents
What protruding mica does inside a running motor
The first loss is usually not speed or torque. It is margin.
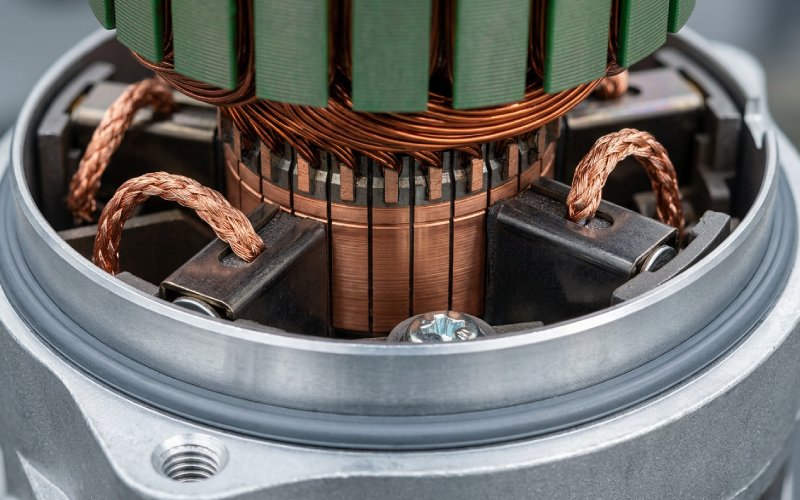
A brush face looks large, but the real conductive contact is limited and constantly changing. That contact needs copper continuity, controlled roughness, clean slots, and a predictable transition from bar to bar. High mica breaks that condition. The brush lifts microscopically at every affected slot. Sometimes only a little. Repeated hundreds or thousands of times per minute, that is enough.
From there, the sequence is familiar:
- brush chatter begins
- current transfer becomes uneven
- the commutator film stops forming evenly
- local heat rises
- sparking becomes easier to trigger
- brush wear accelerates
- bar edges begin to mark, then burn
The motor still runs during part of this sequence. That is why the defect is often underestimated.
Why high mica causes more than brush wear
Brush wear is only the visible bill.
What high mica really changes is the quality of commutation. When the brush cannot stay settled on the copper path, contact drop moves around. Film quality drifts. Friction stops being stable. A machine that looked acceptable during short testing can become noisy in service, especially under light load, fluctuating load, or after surface film has been disturbed by dust, humidity, or temperature swing.
This matters for OEM buyers because the defect does not stay local to the mica slot. It spreads into:
- shorter brush life
- higher risk of commutator sparking
- unstable current transfer on the armature
- more frequent maintenance stops
- lower tolerance to load variation
- earlier rework or commutator replacement
So, yes, protruding mica is an insulation detail. It is also a lifecycle cost issue.
Common motor problems caused by protruding mica
| Motor symptom | What is usually happening at the commutator | Performance impact |
|---|---|---|
| Brush chatter or squeal | Brush is striking hard mica edges instead of staying on a stable copper track | Unstable contact, rising friction, uneven current transfer |
| Light sparking that becomes worse over time | Mica recess is too shallow, slot edges are rough, or burrs remain after machining | Poor commutation margin, local heating, film breakdown |
| Fast brush wear with chipped edges | Hard insulation ridges and poor edge geometry are hitting the brush face repeatedly | Reduced brush life, more dust, more maintenance |
| Dark patches or burned bar edges | Local current concentration and unstable film are developing at damaged bar transitions | Copper attack, bar marking, progressive surface damage |
| Trouble appears after turning or resurfacing | Copper was restored, but mica recess, chamfer, or slot cleanliness was not controlled afterward | Freshly machined commutator fails early in operation |
| Motor behaves worse at light load than expected | Contact film is weak and the surface becomes less forgiving to geometry defects | Noise, chatter, irregular sparking, unstable operation |
What usually causes high mica
There are only a few root causes. People still manage to hide them under brush changes and field rework.
1. Undercutting is too shallow
This is the direct one. Copper is machined back, mica is not recessed enough, and the brush ends up crossing insulation too early.
2. Mica recess is uneven around the circumference
Average depth may look acceptable. Slot-to-slot consistency is not. One part of the commutator behaves, another part starts the trouble.
3. Burrs remain on bar edges
A commutator can fail even when the mica depth itself is close to target. Burrs and fins are enough to disturb brush travel.
4. Chamfer is missing or poorly controlled
The brush should not meet a sharp copper edge after undercutting. A hard transition raises mechanical shock and weakens the contact pattern.
5. Final surface conditioning is wrong
A polished surface is not always a good surface. Too smooth and the film struggles. Too rough and brush wear rises. High mica becomes less forgiving in both directions.
6. Manufacturing control ends at machining
This one matters more than it sounds. If the line checks only diameter and appearance, high mica defects slip through because the real problem is profile, recess, edge condition, and slot cleanliness together. Not one item by itself.
Typical factory control values for mica recess and edge geometry
These are typical engineering ranges, not a universal number for every commutator design. Bar width, slot width, diameter, speed, brush grade, and application duty all matter.
| Control item | Typical factory target | Practical note |
|---|---|---|
| Mica undercut depth | 1.0 to 1.5 mm (0.04 to 0.06 in) for many medium-bar commutators | A common rule is about 1 to 1.5 times slot width, then confirm against the drawing and application |
| Bar-edge chamfer | 0.2 to 0.5 mm at 45° | Light chamfer. Enough to soften the transition, not enough to waste copper |
| Final commutator roughness | Often 0.9 to 1.8 µm Ra for industrial units | Smaller commutators may require a finer finish; roughness should support stable film, not mirror polish |
| Slot condition | No mica fins, no copper burrs, no packed debris | Visual approval is not enough if profile inconsistency remains |
| Profile / runout check | Verified against drawing after machining and undercutting | High mica diagnosis becomes unreliable if profile control is skipped |
A supplier that gives a single fixed undercut number for every diameter and every bar geometry is simplifying too much. The number matters. The relation between slot width, bar width, surface finish, and final inspection matters more.
Why this is a manufacturing problem, not just a repair problem
Field repair can remove the symptom. It does not repair the production logic that created it.
That is the difference.
If a commutator leaves the factory with shallow recess, inconsistent slot profile, weak deburring, or uncontrolled edge break, the customer inherits the correction work. Turning and undercutting in service may restore operation for a while. It adds labor, risk, downtime, and variation that should never have been outsourced to the field in the first place.
For a commutator manufacturer, the better position is simple:
- hold mica recess as a controlled dimension
- control bar-edge geometry after undercutting
- verify slot cleanliness before release
- check profile, not just appearance
- keep process repeatability high enough that brush behavior is predictable from batch to batch
That is what buyers are actually paying for. Not copper only. Stability.
How we control protruding mica in production
We do not treat undercutting as a cosmetic cleanup step after machining. We treat it as one of the dimensions that decides whether the motor will run quietly or come back for rework.
Our production logic is built around five checks.
1. We control recess depth as a real dimension
Not “looks recessed.” Measured recessed.
Undercut depth is set by bar and slot geometry, then checked against the commutator design window. For medium-bar designs, that often means a recess in the 1.0 to 1.5 mm range, but the actual release limit follows the drawing and application, not habit.
2. We control slot consistency, not only average depth
One shallow slot can be enough to create chatter. So average depth by itself is a weak control method. The slot pattern has to stay consistent around the full circumference.
3. We remove burrs and control chamfer together
A clean undercut with a damaged edge is still a bad result. We keep bar-edge transitions controlled, with a light chamfer and no loose copper fins left behind after machining.
4. We control the final contact surface
The commutator surface needs the right finish for brush seating and film formation. Too glossy is a problem. Too rough is another one. The target is a usable sliding surface, not a decorative finish.
5. We verify geometry before release
Diameter alone does not tell the truth. We check profile and running condition against drawing requirements so the customer is not forced to discover the defect during brush run-in.
When rework is the wrong answer
Not every high mica case should be corrected in service.
A commutator should be replaced instead of repeatedly reworked when:
- the remaining copper margin is already limited
- bar damage has spread beyond light edge marking
- slot inconsistency keeps returning after correction
- profile issues and high mica exist together
- the customer needs repeatable OEM performance, not temporary recovery
This point matters in export projects. Buyers are often comparing piece price, then losing more money later through brush wear, unstable testing, warranty sorting, and maintenance labor. A low-cost commutator with weak mica control is not low-cost for very long.

Why factory-precision undercutting matters for OEM buyers
Protruding mica is one of those defects that looks small and behaves expensive.
For motor manufacturers, it affects incoming consistency, brush seating, end-of-line test stability, and service life. For rebuilders, it means extra correction work before a unit can be trusted. For equipment brands, it increases the chance that a brush problem gets blamed on the whole motor.
Factory-precision undercutting removes that uncertainty earlier, where it belongs.
A properly manufactured commutator should arrive with:
- controlled mica recess
- clean slot profile
- stable bar-edge geometry
- suitable surface finish
- repeatable geometry from part to part
That is the better starting point for any DC motor armature or universal motor platform.
FAQ
What is protruding mica in a commutator?
It is a condition where the mica insulation between commutator bars stands too high relative to the copper running surface, or too close to the brush path after machining and wear.
Can high mica cause brush sparking?
Yes. High mica reduces contact stability at the bar transition. That makes sparking easier, especially when burrs, weak chamfer, poor film, or profile issues are present at the same time.
How deep should commutator mica be undercut?
For many medium-bar commutators, a typical range is 1.0 to 1.5 mm (0.04 to 0.06 in), often around 1 to 1.5 times the slot width. Final depth should follow the commutator design, application speed, and brush system.
Is protruding mica a manufacturing defect or a wear issue?
It can be either, but for new commutators it is mainly a manufacturing control issue. In service, normal copper wear or incorrect resurfacing can make the condition worse.
Does chamfering matter after undercutting?
Yes. A light bar-edge chamfer reduces the mechanical shock at brush crossing. Without it, even a correct recess depth can still behave badly.
Can a brush change solve high mica?
Not at the root level. A different brush may change the symptom pattern, but it does not remove shallow mica recess, burrs, or bad edge geometry.
Is mirror polishing good for a commutator surface?
No. A mirror-like surface often works against stable film formation. The goal is controlled roughness, not maximum shine.
Need OEM commutators with controlled mica recess?
If your current supplier leaves undercut depth, bar-edge condition, or slot consistency to chance, the motor will show it later through brush wear, unstable commutation, and avoidable rework.
We manufacture commutators with controlled mica recess, clean slot geometry, and production-level inspection for stable brush performance in OEM and replacement applications.
Send us your drawing, sample, or motor parameters for evaluation.