Cómo evaluar las normas de calidad de un fabricante de colectores
Un proveedor de conmutador débil rara vez falla en la primera muestra.
Falla más tarde. Lote seis. Lote doce. Después de que se caliente el utillaje, después de que cambie un lote de resina, después de que un operario recorte una rebaba de forma un poco diferente. La muestra sigue estando bien. La línea no.
Así que cuando evalúe a un fabricante de colectores, no empiece por el catálogo. Empiece por los controles que hay detrás de la pieza.
No teoría. No sólo certificados. Controles.
Índice
Una verdadera auditoría empieza por la familia de la pieza
Primera pregunta: ¿qué tipo de colector va a comprar?
Parece obvio. Pero a menudo no lo es.
Un conmutador tipo gancho, un conmutador tipo ranura, un diseño tipo concha, un conmutador moldeado para motores de arranque, una pieza compacta para motores de corriente continua de alta velocidad. No fallan de la misma manera. No tienen las mismas características. No deben auditarse con la misma lista de comprobación perezosa.
Si un proveedor utiliza una presentación de calidad genérica para cada familia de colectores, ya ha aprendido algo.
Los mejores fabricantes separan la ruta del proceso por familia de productos. Diferente geometría del cobre. Diferente comportamiento de moldeo. Diferente riesgo de mecanizado. Diferente riesgo de retención a velocidad. Eso es normal.
El control de materiales debe ir más allá de “inspeccionamos la entrada”
Pregunta qué controlan tres grupos de materiales:
- Material del segmento de cobre No sólo “cobre”. Pregunte el grado, la ventana de dureza y si se utiliza cobre plateado cuando tiene sentido una mayor exigencia térmica o mecánica.
- Sistema de aislamiento Para algunos diseños, eso significa mica. Para muchos diseños moldeados significa un compuesto de moldeo termoestable, a menudo de base fenólica. Pregunte cómo se identifican, almacenan, liberan y bloquean los lotes si algo se desvía.
- Interfaces integradas o vinculadas El problema rara vez es el nombre del material. El problema es la variación del lote. Captación de humedad. Mala respuesta de curado. Pérdida de retención de segmentos tras el calentamiento.
Un fabricante serio de colectores puede rastrear una pieza acabada hasta el lote de cobre, el lote de compuesto de moldeo y los registros del proceso principal sin complicaciones. No hay que buscar en el correo electrónico. Nada de preguntar a un antiguo supervisor dónde está el archivo.

El control del moldeo y el curado es donde empiezan a mostrarse los proveedores débiles
Esta es la sección que tiende a separar el “taller mecánico con una cubierta de ventas” de la propiedad real del proceso.
Para colectores moldeados, pregunte por:
- presión de moldeo
- temperatura del molde
- ventana de curado
- estado posterior al curado o al horneado, si se utiliza
- criterios de liberación del lote tras el moldeo
- detección de grietas y verificación de la retención
No se trata sólo de comprobar si la pieza está totalmente formada. Se trata de comprobar si el proveedor sabe qué efectos tienen el calor y la presión en la estabilidad del aislamiento, la retención de segmentos y el comportamiento dimensional posterior.
Un conmutador puede pasar la inspección visual y aún llevar deuda de proceso. Pequeñas grietas. Tensiones internas. Movimiento después del mecanizado. Débil retención a temperatura. Entonces el proveedor dice que el problema del motor empezó aguas abajo. Tal vez. Tal vez no.
Si no pueden mostrar los registros de moldeado y curado por lote, es una señal de advertencia clara.
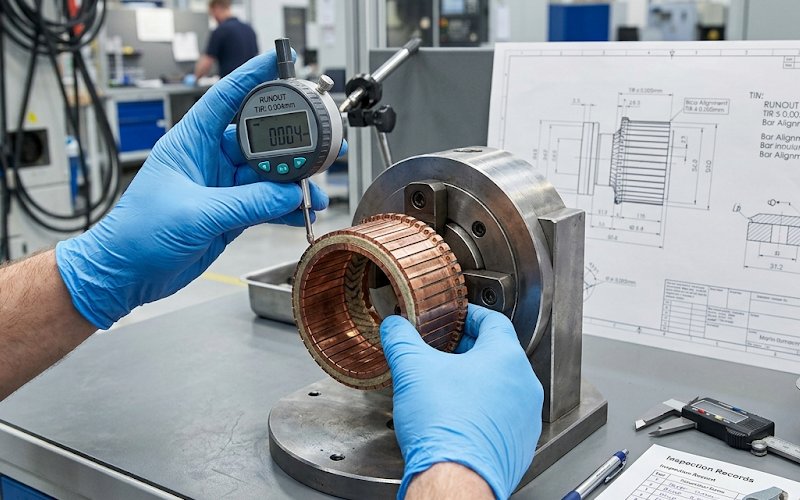
El control dimensional no es sólo cuestión de diámetro
A muchos proveedores les encanta informar sobre el OD porque es fácil de medir y parece suficientemente técnico sobre el papel.
No se trata de eso.
En cuanto a la calidad del colector, las dimensiones que más suelen importar son las que afectan al contacto de las escobillas, la transferencia de corriente y la estabilidad mecánica:
- runout
- redondez
- variación de altura entre barras
- acabado de la pista después del giro
- rebabas en los bordes de la barra
- calidad del chaflán
- geometría de la contrahuella
- posición de mica y profundidad de corte cuando se aplica la subcotización
Si el proveedor no controla la condición de socavado, el contacto de la carda se vuelve inestable. Si hay rebabas, se producen daños en los bordes. Si se producen desviaciones, la escobilla ve cómo cambia la condición del contacto en cada revolución. Nada de esto es sutil una vez que el motor está en marcha. Pero para entonces el proveedor lo llamará “relacionado con la aplicación”.”
Pregunte cómo se miden estas características. En qué máquina. Con qué frecuencia. Con qué calibre. Y qué ocurre cuando la tendencia empieza a moverse, antes de que la línea llegue a la chatarra.
Esta última parte es importante. Un límite de control no es un plan de reacción.
Las comprobaciones eléctricas correctas no son sólo comprobaciones de aprobado/no aprobado
Un fabricante de colectores no debe esconderse tras la frase “prueba eléctrica 100%”.”
Pregunte qué miden realmente.
Para la mayoría de las evaluaciones serias, usted quiere ver alguna combinación de:
- consistencia de resistencia barra a barra
- aislamiento o verificación de alto potencial cuando proceda
- controles de continuidad
- comprobaciones de resistencia a tierra en el inducido, si el proveedor se encarga de esa fase
- datos de tendencias, no sólo etiquetas de disposición
La pregunta útil no es “¿se aprobó?”. La pregunta útil es “¿cómo fue la distribución?”.”
Un proveedor con control real puede mostrar si un patrón de barras se desvía, si una cavidad se comporta de forma diferente, si una condición de unión empezó a moverse el pasado martes por la noche. Un proveedor con poco control te da un sello verde y espera que te detengas ahí.
La integridad mecánica merece su propia partida
Esto se omite con demasiada frecuencia.
Si el colector va a funcionar a alta velocidad, se va a arrancar repetidamente o va a estar sometido a un ciclo de trabajo severo, pregunte cómo verifica el proveedor la integridad mecánica. Esto puede incluir pruebas de giro, validación de sobrevelocidad, comprobaciones centradas en la retención o verificaciones equivalentes específicas del diseño.
No, no existe un número de sobrevelocidad universal que se adapte a todos los diseños. De eso se trata. El proveedor debe definir el método en función de la clase de velocidad, la geometría y el margen de seguridad del producto, y no hacer una declaración genérica.
Si la respuesta es vaga aquí, el resto de la auditoría debería ser más estricta.
Los sistemas de calidad importan. Pero las palabras útiles son palabras más pequeñas
Un certificado enmarcado en la pared está bien. Sigue caminando.
Lo que realmente quieres oír en la reunión es este tipo de lenguaje:
- SPC en dimensiones clave
- MSA o gage R&R en los principales métodos de inspección
- Cpk/Ppk para características clave estables
- 8D para escapadas de clientes
- CAPA vinculadas a la contención, la causa raíz y la prevención de repeticiones
- ejercicios de trazabilidad que demuestren que los registros pueden recuperarse realmente
No se trata de jerga porque sí. Se trata de si el proveedor dirige una fábrica controlada o simplemente habla un inglés de fábrica controlada.
Una advertencia. No deje que un proveedor le lance un número Cpk antes de demostrar que el proceso es estable y que el sistema de medición es creíble. La capacidad sin disciplina de medición es decoración. Bonito gráfico. Fábrica débil.
Lo que un buen proveedor de colectores debería poder mostrarle
| Punto de auditoría | Qué pedir | Respuesta contundente | Respuesta débil |
|---|---|---|---|
| Control por familias de productos | Flujo del proceso por tipo de conmutador | Controles independientes para familias de gancho, ranura, concha o moldeadas | Un organigrama genérico para todo |
| Trazabilidad de los materiales | Enlace de lotes de cobre, aislantes y compuestos de moldeo | El lote terminado puede rastrearse en cuestión de minutos | Registros parciales, búsqueda manual |
| Moldeado y curado | Presión, temperatura, ventana de curado, registros postcurado | Historial del proceso basado en lotes y criterios de liberación | “Los ajustes de la máquina son fijos” |
| Calidad de mecanizado | Registros de excentricidad, redondez, altura de barra, rebaba, chaflán, destalonado | Gráficos de tendencias sobre características clave | Sólo informe final de DO |
| Validación eléctrica | Coherencia entre barras y datos de las pruebas relacionadas con el aislamiento | Lecturas almacenadas o archivos de tendencias por lote | Sólo sello de aprobado/no aprobado |
| Sistema de medición | Calibración más MSA / R&R del calibrador | Pruebas claras de que los calibradores son aptos para su uso | Depende de la habilidad del operador |
| Capacidad de proceso | SPC y capacidad sobre características clave | Primero el proceso estable, luego las pruebas de capacidad | Número Cpk aleatorio en una diapositiva |
| Respuesta al fracaso | Ejemplo reciente de 8D o CAPA | Contención, causa raíz, validación, control de la recurrencia | “Se lo recordamos al operador” |
| Integridad mecánica | Método de validación de giro, sobrevelocidad o retención | Condición de prueba vinculada al deber de diseño | Sin método definido |
¿Necesita una revisión de proveedores más rápida?
Si compara fabricantes de colectores múltiples, Una revisión basada en dibujos suele ahorrar tiempo desde el principio. Ayuda a alinear las dimensiones clave, los métodos de prueba y las expectativas de trazabilidad antes de que comience la aprobación de las muestras.
La forma más rápida de comparar dos fabricantes de colectores
No compare presupuestos antes.
Compara primero estas cinco cosas:
disciplina de proceso, disciplina de medición, coherencia eléctrica, integridad mecánica y trazabilidad.
Ese orden importa.
El proveedor barato con una muestra suave a menudo sólo está tomando prestado tiempo de su ventana de lanzamiento. El mejor proveedor suele sonar un poco menos pulido y un poco más específico. Más registros. Más advertencias. Más “esta característica se controla aquí, no allí”. Bien. Suele ser el que tiene menos ruido oculto.
Qué solicitar antes de la aprobación de la muestra
Antes de aprobar a un nuevo proveedor de colectores, pídale un paquete técnico. No un paquete de marketing. Un paquete.
Como mínimo:
- plan de control o plan de inspección para la familia de piezas exacta
- globo de dibujo con las características clave marcadas
- datos dimensionales recientes, no sólo un informe de inspección
- lista de pruebas eléctricas con método de aceptación
- Pruebas MSA para los principales indicadores
- SPC o pruebas de capacidad para las características clave
- un ejemplo reciente de 8D o CAPA
- ejemplo de trazabilidad desde el lote acabado hasta la materia prima
Ahí mismo perderá algunos proveedores. No pasa nada. Ahorra tiempo.
Un paso sencillo
Antes de aprobar a un nuevo proveedor, suele ser útil revisar un número de pieza real en lugar de discutir la capacidad en términos generales. Breve reseña técnica puede poner al descubierto mucho antes las lagunas en el control de la excentricidad, el estado de las socavaduras, las comprobaciones eléctricas o la trazabilidad de los lotes.

Señales de alarma fáciles de pasar por alto
Algunas señales de advertencia son obvias. Faltan registros. Sin trazabilidad. Sin plan de reacción.
Los más peligrosos son más silenciosos:
- el proveedor conoce la terminología pero no puede extraer registros en vivo
- cada resultado es perfecto, cada lote, cada vez
- muestran números de capacidad pero no gráficos de control
- informan sobre el diámetro pero evitan la excentricidad y la dispersión de la altura de la barra
- hablan de pruebas pero no de conservación de datos
- llaman a todas las familias de productos “básicamente iguales”
Eso último es malo. Muy malo.
Preguntas frecuentes
¿Es suficiente la norma ISO 9001 para un fabricante de colectores?
No. Ayuda, pero no demuestra el control del proceso a nivel de pieza. En los programas de automoción o de exigencias similares, los compradores suelen esperar una mayor disciplina de fabricación en torno a la trazabilidad, el SPC, el MSA, las acciones correctivas y los controles específicos del cliente.
¿Debo exigir la norma IATF 16949 a todos los proveedores de colectores?
No todos los programas lo necesitan. Muchos no lo necesitan. Pero si el conmutador va a entrar en plataformas de automoción, o el modelo de abastecimiento ya sigue la lógica de los proveedores de automoción, la disciplina al estilo IATF es una señal fuerte. Sin embargo, más importante que el certificado por sí solo es si la fábrica funciona realmente así.
¿Qué dimensiones son las más importantes en una auditoría de colectores?
Empiece por la excentricidad, la redondez, la variación de altura entre barras, el acabado de las pistas, el estado de las rebabas, el estado de los chaflanes y la profundidad de destalonado cuando el diseño utilice mica destalonada. El diámetro total es importante. No es suficiente por sí solo.
¿Qué datos eléctricos debo pedir?
Pregunte por la coherencia de la resistencia barra a barra, las comprobaciones relacionadas con la continuidad, las comprobaciones relacionadas con el aislamiento, cuando proceda, y los datos de los lotes conservados. Una sola etiqueta de “aprobado” dice muy poco sobre el comportamiento del proceso.
¿Es necesario comprobar la sobrevelocidad o el giro de todos los colectores?
No. Depende de la clase de velocidad, el ciclo de trabajo, la geometría, el riesgo de retención y los requisitos del cliente. Pero el proveedor debe tener una respuesta clara sobre cómo se verifica la integridad mecánica para el diseño que usted está comprando.
¿Cuál es la señal más rápida de que un proveedor no está preparado para la producción en serie?
Pueden explicarlo todo verbalmente, pero no pueden recuperar los registros con rapidez. Eso suele significar que el control está en la cabeza de la gente, no en el proceso.
Última palabra
Un fabricante de colectores fuerte no intenta ganar la auditoría con una muestra pulida.
Gana con las cosas aburridas. Registros de moldeo estables. Datos de mecanizado limpios. Calibres creíbles. Coherencia barra a barra. Trazabilidad rápida. Un 8D real cuando algo va mal. Sin discursos.
Ese es el estándar contra el que merece la pena comprar.