Especificaciones de los colectores: Paso, diámetro y agujero
Conmutador Las especificaciones parecen sencillas sobre el papel. Pero no lo son. El paso, el diámetro y la perforación están relacionados y suelen fallar juntos. Un dibujo puede mostrar un diámetro exterior correcto y aún así dar un comportamiento inestable de la escobilla si el agujero está mal. Un conmutador puede ser torneado limpio y todavía estar mal porque el paso se ha comido. Este es el verdadero problema.
Índice
Principales conclusiones
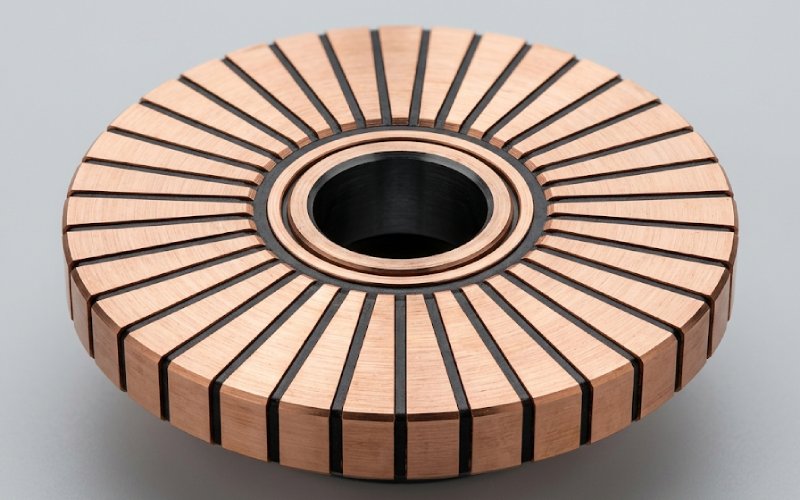
- El paso no es sólo el espaciado. Es la anchura del cobre, el margen de aislamiento y la cantidad de margen de pista de cepillado que queda tras la fabricación y el repaso.
- El diámetro determina la velocidad superficial, el tiempo de conmutación, el comportamiento térmico y la vida útil que queda tras el torneado.
- El diámetro interior es el punto de referencia. Si la relación taladro-carril es errónea, un diámetro “bueno” no salva la pieza.
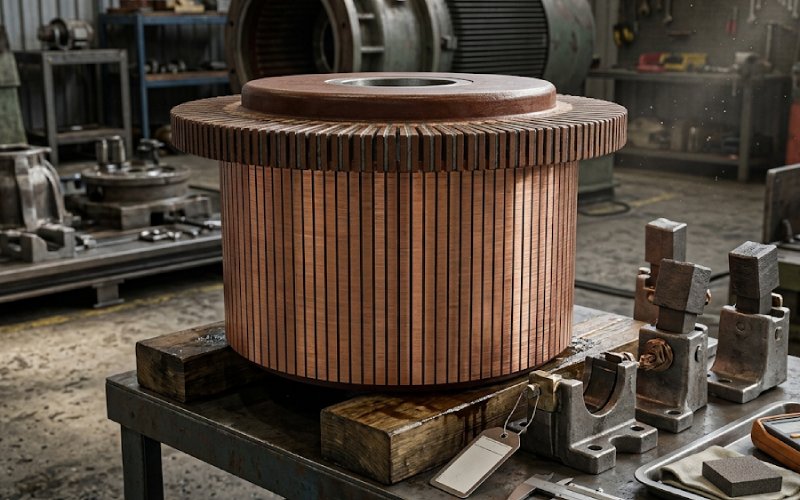
Qué significa el paso del colector
El paso del colector es el paso circunferencial de un segmento en la pista de escobillas terminada:
tau_c = (pi x D_c) / S
Dónde:
- tau_c = paso del conmutador
- D_c = diámetro del colector acabado
- S = número de segmentos
Este es el número que la gente considera diseño. Es más que diseño.
El paso decide cuánto cobre recibe cada segmento. Decide cuánto aislamiento puede haber entre las barras sin volverse frágil. Afecta a la comodidad con la que la escobilla atraviesa los segmentos durante la conmutación. También se reduce cuando disminuye el diámetro del acabado. Esta parte se pasa por alto a menudo.
Un límite inferior práctico utilizado a menudo en los trabajos de diseño es aproximadamente 4 mm. Por debajo, la resistencia mecánica y la capacidad de aislamiento empiezan a ser escasas. En muchos diseños convencionales, ese mínimo se considera aproximadamente 3,2 mm de cobre más 0,8 mm de aislamiento. Las anchuras típicas de los segmentos exteriores suelen situarse en el 4 a 20 mm gama. Si su diseño se sitúa por debajo de ese límite inferior, la carga de la prueba recae en el dibujo y el plan de proceso, no en el taller de reparación.
Cómo calcular el paso del colector
El cálculo es breve.
Si el diámetro del colector acabado es 140 mm y el conmutador tiene 84 segmentos:
tau_c = (pi x 140) / 84 = 5,24 mm
No hay nada inusual.
Ahora baja ese mismo conmutador a 136 mm durante la reparación, con los mismos 84 segmentos:
tau_c = (pi x 136) / 84 = 5,09 mm
Todavía utilizable, tal vez. Pero la cuestión no es el número exacto. La cuestión es que cada corte quita tono. El retrabajo no sólo reduce el diámetro. Reduce el margen del segmento.
Por ello, el tono debe comprobarse desde el diámetro real acabado, y no a partir del diámetro nominal impreso en un plano antiguo o en una lista de piezas.
Cómo afecta el diámetro del colector a la velocidad superficial y al calor
La velocidad de la superficie del colector es:
v_c = (pi x D_c x N) / 60
Dónde:
- v_c = velocidad periférica en m/s
- D_c = diámetro del colector acabado en m
- N = velocidad de rotación en rpm
Un rango inicial de diseño común sitúa el diámetro del colector aproximadamente en 60% a 80% de diámetro de inducido. Es sólo un punto de partida. La comprobación más útil es la velocidad superficial.
En muchos diseños de máquinas de corriente continua convencionales, los diseñadores intentan mantener la velocidad periférica del conmutador alrededor o por debajo de 15 m/s siempre que sea posible. Se utilizan valores más altos. A veces mucho más altos. Pero el margen de conmutación se estrecha porque el intervalo de inversión se acorta y el término de tensión de reactancia aumenta con di/dt. Así que la pista de escobillas se vuelve menos tolerante. Los pequeños errores de geometría importan más. Los errores locales de altura de la barra importan más. La inestabilidad del contacto de la escobilla deja de ser menor.
Diameter también cambia el comportamiento del servicio.
Cuando se gira un colector durante una reparación, ocurren tres cosas a la vez:
- El diámetro de la pista de cepillado disminuye.
- El tono baja.
- Disminuye la asignación disponible para futuras modificaciones.
Por eso el dibujo nunca debe detenerse en diámetro nominal. También debe indicar diámetro mínimo de servicio o diámetro de descarte. Sin ese número, la gente sigue mecanizando hasta que la superficie tiene buen aspecto y la geometría ya es mala.
Un segundo detalle: después de girar, puede ser necesario reajustar la posición del portaescobillas porque ha cambiado la relación entre la escobilla y la pista. Ignorar ese detalle crea un problema que parece eléctrico pero que empezó como geometría.
Por qué es importante la tolerancia del diámetro del colector
El taladro no es sólo un agujero para el eje. Es el eje de referencia de toda la pieza.
A las escobillas no les importa si el diámetro exterior se ha medido correctamente de forma aislada. Lo que les importa es que la pista de la escobilla coincida con el eje de rotación. Esto significa que el orificio, la superficie de la escobilla y la pila de segmentos deben coincidir entre sí.
Aquí hay dos errores importantes:
- Excentricidad: el eje del taladro y el eje de la pista del cepillo están desplazados
- Inclinación: las barras no están correctamente paralelas a la línea central del taladro.
Cualquiera de ellos puede producir una carga cíclica de las escobillas, una película de contacto no uniforme, marcas de vibración, desgaste desigual o chispas recurrentes en una posición angular. Estos síntomas se achacan siempre a las escobillas. A menudo, lo primero que se debería haber comprobado es la relación con el taladro.
Por tanto, una especificación de calibre útil debe incluir algo más que el tamaño. Debe incluir:
- diámetro interior
- tolerancia del agujero
- intención de ajuste
- relación geométrica de la pista del cepillo con el taladro
- punto de referencia de la cara o del hombro si la ubicación axial es importante
Sin eso, la inspección se ve obligada a adivinar qué significa realmente “verdadero”.
¿Ajuste de holgura, ajuste de transición o ajuste de interferencia?
No se puede especificar inteligentemente el diámetro interior de un colector sin indicar la estrategia de ajuste.
Existen tres modos de ajuste básicos:
- Ajuste por holgura: el eje siempre es más pequeño que el orificio
- Ajuste de transición: la junta puede ensamblarse con una ligera holgura o una ligera interferencia.
- Ajuste de interferencia: el eje es siempre ligeramente mayor que el orificio
Para las uniones con chaveta, puede ser válida la holgura o la interferencia. Para las juntas sin chaveta, normalmente se requiere interferencia.
Un ajuste incorrecto causa problemas de campo muy conocidos:
- Demasiado flojo: arrastre, calado, bamboleo, bandas testigo pulidas, restos de color marrón rojizo, desgaste de la chaveta.
- Demasiado apretado: daños en el montaje, tensión residual, problemas térmicos, bujes agrietados, geometría distorsionada.
“Fluencia” significa aquí un movimiento relativo lento entre el cubo y el eje bajo carga. No es dramático. Sólo lo suficiente para dejar marcas y cambiar el estado de ajuste con el tiempo. “Fretting” es daño por micro-movimiento en la interfase. Finos restos de óxido. Daño superficial. Luego pérdida de ajuste.
Así que no, la llamada de perforación no puede detenerse en Ø12.000. Necesita intención.
Cómo interactúan el paso, el diámetro y el taladro
Aquí es donde muchos dibujos fracasan.
Un conmutador no está especificado por tres dimensiones aisladas. Se comporta como un sistema acoplado.
- Aumentar el número de segmentos y mantener fijo el diámetro. El paso cae.
- Gire el colector durante la reparación. El diámetro cae, y el paso cae con él.
- Mantenga el diámetro dentro de la tolerancia, pero deje que el taladro funcione excéntricamente. El cepillo sigue viendo una parte mala.
- Elija un ajuste que permita micromovimientos. El taladro puede empezar aceptable y la deriva de la verdad en el servicio.
Entonces entra en escena la mica.
Después del torneado, el aislamiento entre barras suele tener que rebajarse para que quede por debajo de la superficie de cobre en funcionamiento. Si se deja alto, se altera el contacto de las escobillas. Si la ranura se limpia mal, o los bordes de las barras quedan afilados, la pista no se asienta correctamente. Una regla común de reparación es hacer que la profundidad de la ranura sea de aproximadamente De 1 a 1,5 veces la anchura de la ranura, con biselado de bordes posterior. Algunas normas de reparación industrial también trabajan en una estrecha banda de profundidad cerca de. 1,25 mm, dependiendo de la familia de diseño. El número exacto debe figurar en la especificación del producto. El dibujo no debe dejarlo implícito.
Cuadro comparativo práctico
| Especificación | Qué controla | Qué falla cuando es débil | Qué debe figurar en el dibujo |
|---|---|---|---|
| Pitch | Resistencia de los segmentos, tierra de aislamiento, solapamiento de los cepillos, margen después del repaso | Barras finas, terreno aislante débil, contacto inestable, pérdida precoz de tolerancia | Paso acabado, número de segmentos, diámetro acabado utilizado para el cálculo |
| Diámetro | Velocidad superficial, intervalo de conmutación, comportamiento térmico, vida útil restante de retrabajo | Aumento térmico tras giros repetidos, margen de servicio reducido, falsa aceptación basada únicamente en el diámetro exterior nominal. | Diámetro exterior nominal, diámetro exterior mínimo de servicio, comprobación de la velocidad superficial, requisito de excentricidad de la pista de cepillado |
| Taladro | Punto de referencia rotacional, ajuste del eje, verdad de la pista de cepillado | Fluencia, rozamiento, marcha excéntrica, desgaste por desviación, chispas cíclicas | Tamaño del orificio, tolerancia, intención de ajuste, relación del punto de referencia, concentricidad/desviación con respecto a la pista de cepillado. |
Errores comunes de dibujo en las especificaciones de los colectores
Estos aparecen una y otra vez.
1. Sólo se indica el diámetro nominal
Eso está incompleto. Un colector reparable también necesita un diámetro de servicio mínimo.
2. Muestra el recuento de segmentos pero no comprueba el tono
El recuento de segmentos por sí solo no dice casi nada. El paso tiene que verificarse con el diámetro real acabado.
3. Dar el tamaño del orificio sin intención de ajuste
Una talla sin ajuste es media llamada.
4. Controlar el diámetro exterior pero no la relación diámetro exterior-taladro
El cepillo ve la desviación respecto al eje, no el diámetro en vacío.
5. Dejar fuera de la nota de proceso el requisito de destalonado
Eso invita a un trabajo de servicio incoherente.
6. Sistemas de unidades de mezcla sin unidad primaria declarada
Mantener un sistema primario. Añade conversiones solo donde la tienda lo necesite.
Comprobaciones de inspección que realmente importan
Esta es la lista corta.
Recalcular el paso después de girar
No dé por sentado que el tono original sigue siendo válido.
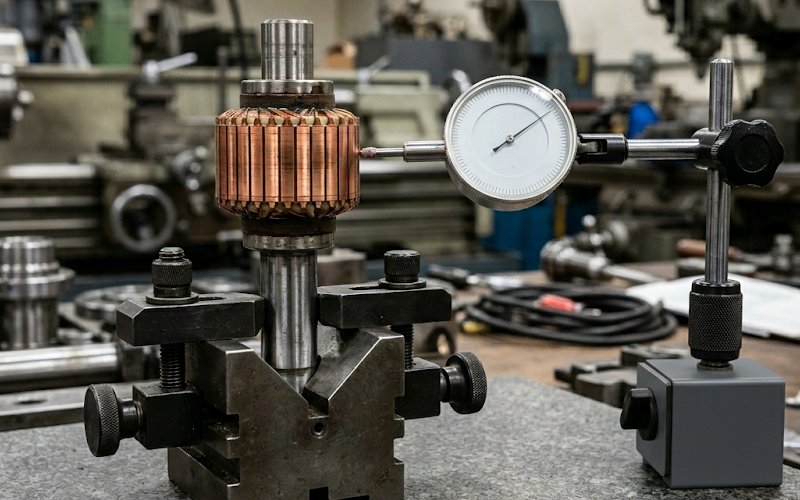
Medir la excentricidad respecto al punto de referencia real
En los trabajos de reparación, eso suele significar el agujero o los asientos de los cojinetes, no una superficie exterior conveniente.
Compruebe el estado local de las barras, no sólo la excentricidad total.
Un colector puede superar la excentricidad media y aún tener errores de paso locales que perturban las escobillas.
Verificar el estado de los rebajes y los bordes de las barras
Plano no es suficiente. Las ranuras deben estar limpias. El aislamiento debe quedar por debajo del cobre de rodadura. Los bordes de la barra no deben quedar afilados.
Busque problemas de ajuste en el orificio
El polvo rojo, las bandas pulidas, las líneas de testigo desplazadas, las marcas de movimiento o el desgaste anormal de la chaveta no son cosméticos. Son pruebas de ajuste.
Como referencia a nivel de taller, las normas de reparación suelen mantener la excentricidad total indicada en un rango de aproximadamente 0,076 mm a velocidades periféricas más bajas y alrededor de 0,038 mm a velocidades periféricas más altas, con una variación local de barras adyacentes mucho más ajustada. No se trata de valores de diseño universales. Son una disciplina de inspección útil.
Preguntas frecuentes
¿Qué es el paso del colector?
El paso del colector es la distancia circunferencial ocupada por un segmento en la pista acabada de la escobilla, incluido el espacio de aislamiento entre segmentos. En la práctica, suele comprobarse a partir del diámetro final y el número de segmentos.
¿Cómo se calcula el paso del colector?
Úsalo:
tau_c = (pi x D_c) / S
Donde D_c es el diámetro del conmutador acabado y S es el número de segmentos.
¿Qué ocurre si el paso del colector es demasiado pequeño?
Se pierde anchura de cobre, margen de aislamiento y margen mecánico. La pila de segmentos se vuelve menos tolerante, especialmente después de la reelaboración. También es más difícil mantener la estabilidad de las escobillas.
¿Por qué importa el diámetro del colector si la velocidad de la máquina es fija?
Porque la velocidad superficial sigue cambiando con el diámetro. La velocidad superficial afecta al intervalo de conmutación, al comportamiento del contacto y al calor. El diámetro también define la cantidad de material que queda para futuros torneados.
¿Es realmente tan importante la tolerancia del orificio si el diámetro exterior está dentro de la tolerancia?
Sí, el orificio define el eje. Si la pista del cepillo no es fiel a ese eje, la máquina puede mostrar vibraciones, desgaste irregular o chispas, incluso cuando el diámetro exterior mide correctamente.
¿Se debe utilizar un agujero de conmutador con holgura o con ajuste de interferencia?
Depende del par de apriete, la velocidad, el método de montaje y de si la junta tiene o no chaveta. Las juntas sin chaveta normalmente necesitan interferencia. Las juntas con chaveta pueden utilizar juego o interferencia en función de las condiciones de servicio.
¿Cuándo debe girarse un colector y cuándo debe sustituirse?
Gírelo cuando la condición de la superficie pueda corregirse sin violar el diámetro mínimo de servicio y sin dejar la inclinación, la excentricidad o la condición de socavado fuera de los límites. Sustitúyalo cuando la geometría, el ajuste o el material restante ya no permitan un servicio estable.
Nota final
El dibujo de un conmutador resulta mucho más útil cuando indica claramente cuatro cosas:
- la geometría acabada,
- la geometría mínima de servicio,
- la estrategia de ajuste del agujero,
- la relación geométrica entre la pista del cepillo y el taladro.
Sin ellos, un colector es fácil de mecanizar y difícil de controlar.