Was ist Glimmerunterschneidung in einem Kommutator, und warum ist sie unbedingt notwendig?
Die wichtigsten Erkenntnisse
- Das Unterschneiden von Glimmer ist Teil der Arbeitsgeometrie eines Kommutators und kein kosmetischer Nachbearbeitungsschritt.
- Wenn der Glimmer nach dem Drehen zu hoch bleibt, verliert die Bürste eine stabile Kupferbahn. Ratterer, Streifenbildung, Kantenverbrennungen und schneller Verschleiß sind die Folge.
- In der betrieblichen Praxis liegt die akzeptable Glimmeraussparung oft in kontrollierten Bereichen wie 0,8 bis 1,3 mm oder ungefähr 1/64 bis 5/64 Zoll, je nach Ausführung und Aufgabe. Die Tiefe allein ist nicht ausreichend. Kantenfase, Sauberkeit des Schlitzes, Oberflächengüte und Rundlauf sind wichtig.
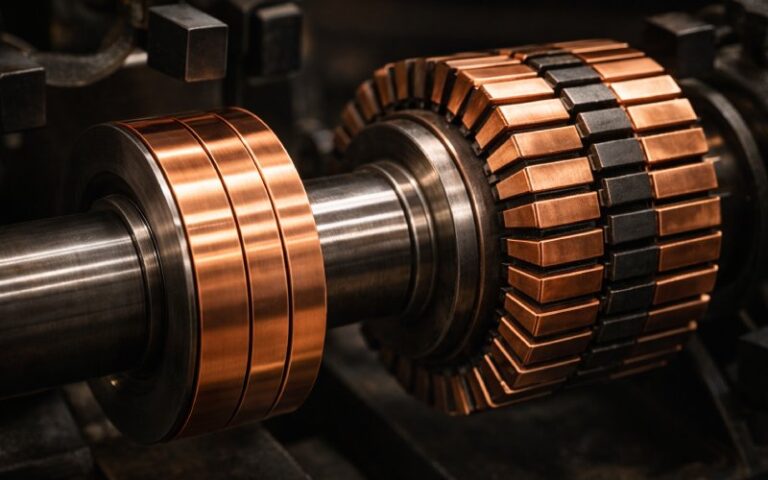
Glimmerunterschneidung ist die kontrollierte Aussparung der Isolierung zwischen Kommutator Schienen, damit die Bürste auf dem Kupfer und nicht auf der Isolierleitung läuft.
Das klingt einfach. Ist es aber nicht.
Nachdem ein Kommutator gedreht wurde, wird die Kupferoberfläche wieder rund. Der Glimmer wird nicht automatisch wieder in den korrekten Betriebszustand gebracht. Bleibt er zu hoch, beginnt die Bürste dort, wo sie einen offenen Schlitz erwartet, einen harten Grat zu überfahren. Der Kontakt wird unregelmäßig. Manchmal ist das erste Anzeichen nur ein Geräusch. Manchmal ein schmutziger Film. Manchmal ist es ein Bürstenverschleiß, der keinen Sinn ergibt, bis der Kommutator wieder auf den Prüfstand kommt.
Aus diesem Grund ist die Unterbietung nicht optional.
Inhaltsverzeichnis
Welche Probleme verursacht hoher Glimmer auf einem Kommutator?
Ein hoher Glimmergehalt verändert das Verhalten der Bürste, bevor sie offensichtliche elektrische Schäden aufweist.
Die Bürste sollte an der Kupferfläche entlangfahren und dann den Schlitz sauber passieren. Wenn der Glimmer zu nahe am Kupferdurchmesser steht, sieht die Bürste keinen sauberen Übergang mehr. Sie hebt ab. Sie klopft. Sie verliert einen Teil der Kontaktfläche. Dann fangen die Leute an, der falschen Ursache nachzujagen.
Typische Symptome sehen wie folgt aus:
- Bürstenrattern
- Ticken oder Quietschen an der Bürstenbahn
- ungleichmäßiger Filmaufbau auf der Oberfläche der Stange
- über mehrere Balken streifend
- schneller Bürstenverschleiß
- Kantenverbrennung an Stangenecken
- Instabiler Lauf nach Wiederherstellung der Oberfläche
Keines dieser Anzeichen beweist für sich genommen einen hohen Glimmergehalt. Aber wenn mehrere davon nach dem Drehen zusammen auftreten, ist der Zustand des Schlitzes eines der ersten Dinge, die wir untersuchen.

Häufige Kommutatorfehler, die durch schlechte Glimmerunterschneidung verursacht werden
| Sichtbarer Zustand | Worauf sie in der Regel hinweist | Was wir zuerst prüfen |
|---|---|---|
| Bürstenrattern oder -geräusche | Gestrüpp an Schlitzkreuzungen gestört | Glimmeraussparung, Grate, Zustand der Stabkante |
| Streifenbildung auf der Kommutatorfläche | Instabiler Kontakt über Stangen | Schlitzgeometrie, Oberflächengüte, Rundlauf |
| Schneller Bürstenverschleiß | Bürsten Sie reitende Isolierung oder gerissene Kanten | Hoher Glimmeranteil, Glimmerlamellen, Kupferfederkanten |
| Kantenverbrennung | Harter Übergang von Stange zu Schlitz | Fasenqualität, Entgraten, Bürstensitzen |
| Staub in Schlitzen verpackt | Unvollständige Reinigung nach der Bearbeitung | Sauberkeit der Schlitze, Beseitigung von Rückständen |
| Intermittierende Funkenbildung nach dem Drehen | Kupfer wiederhergestellt, Schlitzgeometrie nicht wiederhergestellt | Aussparungstiefe, Kantenbruch, Halterausrichtung |
Ein Kommutator kann frisch bearbeitet sein und trotzdem falsch sein. Das passiert öfter, als es sollte.
Wann sollte Glimmer nach dem Drehen unterschnitten werden?
Wenn das Drehen die ursprüngliche Aussparung verkleinert hat, folgt in unserer Fabrik die Hinterschneidung. Da gibt es keine Diskussion.
Wir unterbieten auch die Preise, wenn eine Inspektion stattfindet:
- stolzer Glimmer
- teilweise geschlossene Schlitze
- Glimmerlamellen an den Barwänden
- Kupfer, das während der Bearbeitung in die Nut gezogen wird
- Ratter- oder Schlierenbildung nach der Oberflächenveredelung
- wiederholte Filminstabilität bei einer ansonsten soliden Baugruppe
Das Drehen stellt die Rundheit wieder her. Es stellt nicht die Schlitzgeometrie wieder her. Das sind separate Bedingungen. Wenn man sie als einen Schritt behandelt, beginnt die Wiederherstellungsqualität zu schwanken.
Was ist die richtige Glimmerunterschneidungstiefe?
Es gibt keine einzige universelle Tiefe. Die gab es nie.
Das heißt aber nicht, dass die Antwort vage ist. In der Praxis liegen die akzeptablen Aussparungswerte in der Regel innerhalb praktischer Bereiche.
Für viele mittelschwere und schwere Kommutatoren liegt ein üblicher Arbeitswert bei etwa 0,8 bis 1,3 mm. Bei zollbasierten Umbaumaßnahmen werden oft praktische Ziele diskutiert, die sich um 1/64 bis 5/64 Zoll. Bei einigen Aufträgen bestimmt die Originalzeichnung die endgültige Nummer. Bei anderen entscheidet die Wartungshistorie darüber. In jedem Fall muss die Aussparung tief genug sein, damit die Bürste nicht über den Glimmer fährt, und kontrolliert genug, damit der Schlitz nicht zu einem Schmutzloch wird.
Wir lösen einen Kommutator nicht allein durch die Tiefe. Wir prüfen vier Dinge zusammen:
- Tiefe der Aussparung: genügend Freiraum unterhalb der Kupferlauffläche
- Schlitzform: keine Restglimmerlippe entlang einer der beiden Stegwände
- Zustand der Kante: keine Kupfergrate in den Schlitz gedrückt werden
- Zustand der Oberfläche: keine groben Bearbeitungsspuren, die den Bürstenweg stören
Das ist der Unterschied zwischen einem geschnittenen Schlitz und einem fertigen Schlitz.
Welche Oberflächengüte und welcher Rundlauf sollten nach dem Hinterschneiden kontrolliert werden?
Dieser Teil wird in zu vielen Geschäften übersprungen.
Ein Kommutator mit der richtigen Glimmeraussparung kann trotzdem schlecht laufen, wenn die Oberflächengüte grob ist, die Stegkanten gerissen sind oder der Laufdurchmesser nicht genau genug ist. Bei vielen Wiederherstellungsanwendungen liegt das Ziel für die praktische Oberflächengüte nach der Bearbeitung oft bei Ra 0,9 bis 1,8 µm. Kleinere oder empfindlichere Kommutatoren benötigen möglicherweise eine festere Oberfläche. Bei einer gröberen Bearbeitung kämpft die Bürste gegen die Oberfläche an, anstatt auf ihr zu ruhen.
Auch der Rundlauf ist wichtig. Bei vielen Umbauten ist es wichtig, den angegebenen Gesamtrundlauf innerhalb von etwa 0,002 Zoll ist ein allgemeiner Kontrollpunkt. Es ist keine magische Zahl für jeden Entwurf. Dennoch eine nützliche Referenz für die Werkstatt. Sobald sich der Rundlauf öffnet, wird das Verhalten der Bürste schwieriger abzulesen, da die Geometrie der Nut und die mechanische Bewegung beginnen, sich gegenseitig zu überlagern.
Ja, die Tiefe des Glimmers ist also wichtig. Aber wenn der Kommutator nicht stimmt oder zu rau ist, ist es der Maschine egal, dass die Aussparung korrekt gemessen wurde.
Warum Anfasen und Schlitzreinigung nach dem Hinterschneiden wichtig sind
Die Unterschneidung ist nicht beendet, wenn das Messer anhält.
Die Bürste kreuzt jeden Schlitz an der Stangenkante. Diese Kante muss kontrolliert werden. Wenn sie scharf, entgratet oder gefedert ist, wird die Bürste bei jedem Übergang mechanisch getroffen. Bei vielen Renovierungsarbeiten ist eine kleine kontrollierte Fase an der Stangenkante in der Größenordnung von etwa 1/64 bis 1/32 Zoll reicht aus, um diesen Übergang zu beruhigen, ohne die Spitze des Balkens zu schwächen.
Und dann ist da noch die Nut selbst. Wenn Glimmerstaub und Kupferreste im Inneren verbleiben, ist die Nut nicht einsatzbereit. Wir reinigen jede Nut vollständig. Nicht, weil es ordentlich aussieht. Denn eingeklemmte Ablagerungen verursachen echte Probleme:
- abrasive Wirkung an der Bürstenoberfläche
- Verschmutzung der Laufbahn
- Irreführende Prüfergebnisse
- in einigen Fällen leitfähige Überbrückungen, wo sie nicht vorhanden sein sollten
Tiefe ohne Reinigung ist keine fertige Arbeit.
Häufige Fehler beim Unterschneiden von Kommutatorglimmer
1. Zu flacher Schnitt
Dies ist das häufigste Problem, das wir sehen.
Die Aussparung ist vorhanden, aber nicht ausreichend. Die Bürste berührt immer noch die Isolierung, sobald das Gerät eingelagert ist. Das zeigt sich in der Regel als Ratterer, Schlieren oder seltsame Bürstenabnutzung ein wenig später, nicht immer am ersten Tag.
2. Belassen von Glimmerlamellen entlang der Stabwände
Von oben betrachtet, sieht der Schlitz offen aus. Unter Vergrößerung ist auf einer Seite noch ein dünner Glimmerrest zu erkennen. Das reicht aus, um den Bürstenweg zu stören.
3. Anheben von Kupfergraten beim Schneiden
Eine schlechte Werkzeugbestückung oder übereilte Handhabung kann eine Kupferfeder in die Nut drücken. Dann ist die Nut zwar technisch offen, aber der Übergang ist immer noch schlecht.
4. Ignorieren der Stabkantenbehandlung
Eine korrekte Tiefe mit scharfen Kanten ist immer noch ein schlechter Kommutator. Die Bürste fühlt die Kante bei jeder Umdrehung.
5. Messung der Tiefe in einem verschmutzten Schlitz
Ein mit Staub gefüllter Schlitz kann die eigentliche Aussparung verdecken und gleichzeitig Grate verbergen. Wir prüfen erst, wenn die Nut vollständig gereinigt ist.
Wie wir einen fertigen Glimmerhinterschnitt in der Produktion beurteilen
Ein fertiges Ergebnis ist nicht einfach “Glimmer entfernt”.”
Wir erwarten dies:
- gleichmäßige Aussparung über den gesamten Umfang
- Freier Raum unterhalb der Kupferlauffläche
- keine losen Glimmerpartikel oder verdichteter Staub
- keine Kupfergrate an beiden Schlitzwänden
- saubere Fase am Stangeneingang und -ausgang
- gleichmäßiger Bürstenlauf von Stange zu Schlitz zur nächsten Stange
Der letzte Punkt ist wichtiger als der Papierkram. Die Bürste reagiert auf das, was sie berührt, und nicht auf das, was auf dem Arbeitsblatt steht.

Warum Glimmerunterschneidung eine direkte Auswirkung auf die Lebensdauer hat
Schlechte Unterschneidungen zerstören einen Kommutator normalerweise nicht auf einmal. Sie verkürzt die Lebensdauer, indem sie die Stromübertragung instabil macht und dann alle damit verbundenen Teile zwingt, den Schaden zu absorbieren.
Der Bürstenverschleiß steigt. Die Filmqualität nimmt ab. An den Stangenkanten bilden sich Hitzespuren. Die Bediener beginnen, die Bürsten zu wechseln, den Druck anzupassen, die Oberflächen zu reinigen und zu versuchen, die Maschine zu beruhigen. Manchmal verschafft das Zeit. Die Geometrie wird dadurch nicht korrigiert.
Ein Kommutator braucht keine Theorie, die ihm wiederholt wird. Er braucht die Kupferbahn, den Schlitz, die Kante und die Laufwahrheit, die alle gleichzeitig unter Kontrolle gebracht werden.
Das ist der eigentliche Zweck der Unterschneidung von Glimmer.
Brauchen Sie eine Kommutatorüberprüfung vor der Produktion oder dem Umbau?
Wenn Sie mit einer kurzen Lebensdauer der Bürste, Ratterern nach dem Wenden, wiederkehrenden Streifen oder einem immer wiederkehrenden Kantenbrand zu kämpfen haben, Senden Sie uns Ihre Zeichnung oder Inspektionsfotos.
Wir gehen die Punkte durch, die normalerweise zuerst übersehen werden:
- Anordnung der Kommutatorstange
- Glimmer Aussparung Zustand
- Schlitzform
- Stabkantenbearbeitung
- Oberflächengüte und Laufwahrheit
Es ist besser, die Geometrie vor der Produktion oder dem Umbau zu korrigieren, als nach der Montage den gleichen Fehler zu beheben.
Häufig gestellte Fragen
Ist nach dem Drehen eines Kommutators immer eine Unterschneidung des Glimmers erforderlich?
Wenn das Drehen die ursprüngliche Aussparung verkleinert oder entfernt hat, ja. In den meisten Fällen bedeutet dies, dass Hinterschneidungen Teil des normalen Ablaufs sind.
Kann hoher Glimmergehalt Funkenbildung verursachen?
Ja. Oft sind die ersten Anzeichen Ratterer, Streifenbildung, instabiler Film oder schneller Bürstenverschleiß. Funkenbildung tritt in der Regel erst auf, wenn der Kontaktzustand bereits seit einiger Zeit schlecht ist.
Was ist ein üblicher Bereich für die Unterschneidungstiefe von Glimmer?
Viele mittelschwere und schwere Arbeiten fallen unter 0,8 bis 1,3 mm, oder ungefähr 1/64 bis 5/64 Zoll in der Werkstattpraxis auf Zollbasis. Die endgültigen Ziele hängen immer noch von der Konstruktion des Kommutators, der Geschwindigkeit und der Belastung ab.
Reicht die richtige Tiefe allein aus?
Nein. Kantenabschrägung, Sauberkeit des Schlitzes, Oberflächengüte, Rundlauf, Bürstensitz und Zustand des Halters beeinflussen das Endergebnis.
Welche Oberflächengüte ist nach der Bearbeitung normalerweise akzeptabel?
Für viele Wiederherstellungsarbeiten liegt ein praktischer Referenzbereich bei Ra 0,9 bis 1,8 µm. Einige kleinere oder anspruchsvollere Kommutatoren benötigen ein feineres Finish.
Welcher Rundlauf sollte geprüft werden?
Für viele Rebuild-Anwendungen, etwa 0,002 Zoll TIR ist ein gemeinsamer Kontrollpunkt. Der akzeptable Grenzwert hängt immer noch von der spezifischen Konstruktion und den Betriebsanforderungen ab.
Was ist der häufigste Fehler bei der Unterbietung?
Eine zu flache Aussparung, dicht gefolgt von einer schlechten Entgratung an den Stangenkanten. Diese Kombination verursacht viele Probleme mit der Bürste, die zuerst auf andere Teile geschoben werden.