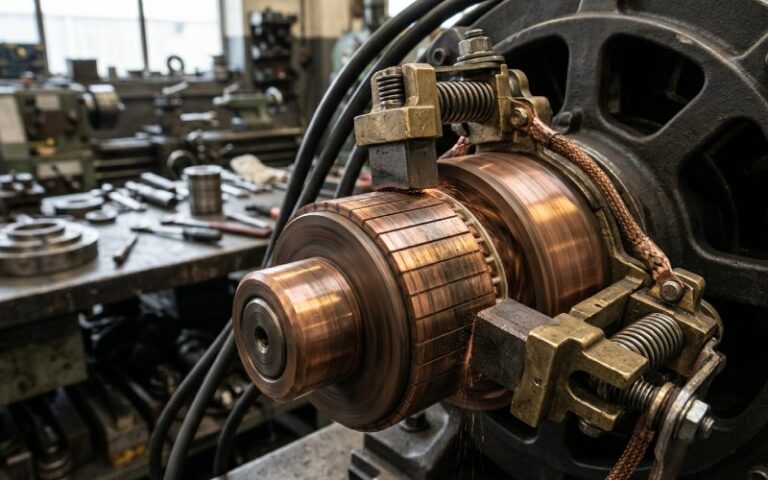
Präzisionskommutator-Drehservice (Schlichtdrehen und Oberflächenbearbeitung)
Wiederherstellung des Rundlaufs, Reduzierung des Bürstenverschleißes und Verbesserung der Kommutierung. Wir bearbeiten neue und gebrauchte Kommutatoren mit kontrolliertem Rundlauf und Oberflächengüte, die durch Prüfberichte belegt werden.
Was wir Maschine
Wir bieten Kommutatordrehen für:
DC-Motor Kommutatoren (Neuproduktion und Renovierung)
Segment- und Massivkommutatoren
Kommutatoren aus Kupfer/Kupferlegierung; andere Materialien nach Prüfung
Typische Probleme, die wir beheben
Rundlauf / Rundlaufabweichung
Ovalität durch Verschleiß oder unsachgemäße Einspannung
Nuten und Verglasung
Unebene Oberfläche, die den Verschleiß der Bürsten beschleunigt
Kleinere Schäden, die eine Erneuerung der Oberfläche erfordern
Leistungsfähigkeit & Toleranzen
Das ist wichtig: Die endgültigen Toleranzen hängen vom Eingangszustand, der Verfügbarkeit von Bezugspunkten und dem verbleibenden Material ab. Wir bestätigen die Machbarkeit nach Prüfung von Zeichnungen oder Mustern.
| Artikel | Typische Fähigkeit | Anmerkungen |
| Kommutator-Durchmesser | 2,5 mm - 350 mm | Basierend auf der Teilegeometrie und den Vorrichtungen |
| Länge des Kommutators | 10 mm - 500 mm | Geeignet für Standard- und verlängerte Schäfte |
| Auslagerung | 0,05 - 0,25 mm | Typische Abschäumung; schwere Schäden werden von Fall zu Fall geprüft |
| Oberflächenrauhigkeit (Ra) | 1,0 - 1,5 μm | Kann für spezifische Anforderungen an die Bürstenqualität optimiert werden |
| Ovalität / Rundheit | ≤ 0,015 mm | Wenn die Eingangsbedingungen und die Genauigkeit der Bezugspunkte es erlauben |
| Schnittgeschwindigkeit | 200 - 600 m/min | Typisches Fenster; abhängig von Durchmesser und Material |
| Vorschubgeschwindigkeit | 0,05 - 0,5 mm/Umdrehung | Typisches Fenster; abhängig von Werkzeug und Zielsetzung |
Werkzeuge & Verfahren
Fortschrittliche Werkzeuge für stabile Oberflächengüte
Spezielle Kommutator-Drehvorrichtungen und präzise Ausrichtungsverfahren
Geeignete Werkzeugauswahl für Kupfer: PCD (Polykristalliner Diamant) oder Mikrokorn-Hartmetall je nach Zustand und Zielsetzung
Kontrollierte Schnittparameter und Schlichtdurchgänge für eine gleichmäßige Oberflächenbeschaffenheit
Optionale Operationen (falls erforderlich):
Glimmerunterschneidung / Rillenöffnung
Kantenabschrägen / Entgraten
Präzisionsreinigung und Vakuumschutzverpackung

Prozess
Angebot & DFM (innerhalb von 12 Stunden)
Senden Sie Zeichnungen (PDF/DWG/STEP) oder senden Sie Muster. Wir bestätigen Nullpunktstrategie, Auslagerung und Prüfplan.
Eingangsprüfung
Sichtprüfung + Schlüsselmaße + Rundlaufgrundlinie. Wir beurteilen, ob das Teil genügend Material für eine erneute Oberflächenbearbeitung hat.
Einrichtung und Ausrichtung
Wir richten uns nach dem festgelegten Bezugspunkt (Welle/Bohrung/OD gemäß Zeichnung) aus. Bei überholten Teilen wählen wir den zuverlässigsten Bezugspunkt auf der Grundlage von Verschleißmustern.
Schlichten / Oberflächenbehandlung
Schruppdurchgang (falls erforderlich) → Schlichtdurchgang für Ziel-Ra und Konzentrizität.
Entgraten, reinigen und schützen
Entfernen Sie scharfe Kanten und Späne; reinigen Sie die Oberfläche; schützen Sie sie vor Oxidation und Bearbeitungsschäden.
Endkontrolle und Bericht
Wir messen kritische Maße und Rundlauf. Ein Inspektionsbericht wird erstellt.

Vorlaufzeit & MOQ
Typische Vorlaufzeit
Muster/Kleinserien: 3-5 Arbeitstage nach Bestätigung
Produktionscharge: 10-15 Arbeitstage je nach Menge und Vorgang
MOQ
Kein MOQ für Angebot
Produktion MOQ: 10 Stück je nach Teiletyp und Einrichtungsanforderungen
Was Sie uns schicken müssen
Um genau zu zitieren, geben Sie bitte an:
Zeichnung mit kritischen Toleranzen (PDF/DWG/STEP bevorzugt)
Material/Spezifikation (Kupferqualität, falls bekannt)
Menge und angestrebter Liefertermin
Bei Überholung: Fotos des aktuellen Zustands und ob der Kommutator zuvor gedreht wurde
Erforderliche Arbeitsgänge: nur Drehen / Drehen + Hinterschneiden / Entgraten / Reinigen / Verpacken
Akzeptierte Dateitypen: PDF, DWG, STEP, IGS, X_T, SLDPRT, ZIP

Anwendungen
Unser Kommutator-Drehservice wird häufig eingesetzt für:
Kommutator abkratzen vor der Bürstenmontage
Erneuerung des Kommutators für Instandhaltung und Renovierung
Richten und Rundlaufkorrektur nach dem Einpressen oder Wickeln
Oberflächenvorbereitung zur Reduzierung von Lichtbogenbildung und Lärm
Verbesserung der Konsistenz bei der Produktion von Großserienmotoren
Angebot anfordern (12-Stunden-Antwort)
Laden Sie Ihre Zeichnung oder Fotos hoch. Wir antworten mit Preis, Vorlaufzeit und einem klaren Prüf-/Toleranzplan.
Wir werden Ihre Zeichnungen niemals weitergeben. NDA auf Anfrage erhältlich.
+86 17820674273
Adresse
Taixing Wissenschafts- und Technologiepark, Nr. 3 Taixing Road, Dongguan City, Provinz Guangdong
Häufig gestellte Fragen
Das Drehen von Kommutatoren ist ein Präzisionsbearbeitungsverfahren, bei dem eine kleine Menge Material entfernt wird, um die Rundheit und Konzentrizität wiederherzustellen und eine gleichmäßige Oberfläche für den Bürstenkontakt zu erzeugen.
Ja. Wir bewerten zunächst den Eingangszustand (Verschleißtiefe, Risse, gelockerte Segmente, Restmaterial). Wenn eine erneute Oberflächenbearbeitung möglich ist, bestätigen wir vor der Bearbeitung die Abtragung und die endgültigen Abmessungen.
Typische Ovalität/Rundheit kann erreichen ≤ 0,015 mm wenn die Eingangsbedingungen es zulassen. Die endgültige Möglichkeit hängt von der Wahl der Bezugspunkte, der Teilegeometrie und dem verbleibenden Material ab. Wir bestätigen die Machbarkeit in der Angebotsphase.
Ja. Wir erstellen einen Inspektionsbericht mit den wichtigsten Abmessungen und Rundlaufkontrollen auf der Grundlage des vereinbarten Plans.
Ja. Bei Bedarf umfasst unser Service auch Präzisions-Glimmerhinterschneidung, Kantenabschrägung, Entgraten, industrielle Reinigung und oxidationsgeschützte Verpackung.
Typischerweise 3-5 Arbeitstage für Muster oder kleine Chargen und 10-15 Arbeitstage für Produktionschargen nach Bestätigung, je nach Menge und spezifischen Vorgängen.
PDF zur Überprüfung ist in Ordnung; STEP/DWG/IGS ist für eine genaue Bewertung vorzuziehen. Fotos sind für Aufarbeitungsteile hilfreich.
Verwandte Ressource
Bei XDC teilen wir unsere fundierten Kenntnisse über Kommutatoren, Fertigungsprozesse und Branchenerfahrung in unserem Blog. Wir laden Sie ein, diese Artikel zu lesen, um mehr über unser Fachwissen zu erfahren.
Kommutator-Funkenbildung und Verschleiß: Warum die Bürsten mit der Neutralebene des Motors fluchten müssen
Die neutrale Ebene des Motors ist die Betriebsposition, in der die Spule unter der Bürste den Strom mit der...

Quietschende Geräusche bei Gleichstrommotoren: Ist es die Kohlebürste oder der Kommutator?
Wenn ein Gleichstrommotor zu quietschen beginnt, ersetzen die meisten Leute zuerst die Bürsten. Manchmal funktioniert das. Manchmal geht das Geräusch...

Prüfen eines Kommutators auf Rundheit oder Rundlauf
Die meisten schlechten Messwerte beginnen, bevor der Indikator das Kupfer berührt. Das ist in der Regel der ganze Job, wirklich. Nicht das Messgerät....



