OEM Kommutator Testverfahren: Checkliste für die werkseitige Qualitätssicherung und Eingangsprüfung
Ein Kommutator sollte nicht zur Montage gelangen, nur weil er sauber aussieht.
In unserem Werk beginnt der Prüfablauf vor der ersten elektrischen Messung. Zuerst die Oberfläche. Dann die Geometrie. Danach die Isolierung. Dann die Segmentkonsistenz. Dann Probenvalidierung in laufendem Zustand. Diese Reihenfolge bleibt bestehen. Das spart Zeit, und die wichtigen Fehler werden erkannt, bevor sie zu Bürstenproblemen, Wärmemarkierungen oder Garantiefehlern führen.
Dieser Artikel zeigt die Kommutatortestverfahren die wir für neue Teile vor dem Versand verwenden, und die gleiche Checkliste, die viele Käufer auch für Eingangskontrolle vor der Montage des Motors.
Inhaltsverzeichnis
Werkseitiges Kommutatorprüfverfahren auf einen Blick
| Test Schritt | Was wir prüfen | Werksfreigabe-Regel | Hauptrisiko bei Nichtbeachtung |
|---|---|---|---|
| Visuelle Oberflächenkontrolle | Kupferoberfläche, Sauberkeit der Schlitze, Kantenbeschädigung, Verschmutzung | Keine Schleifspuren, kein Kupferabrieb, keine losen Ablagerungen, keine abgehobene Segmentkante | Frühe Funkenbildung, ungleichmäßiger Film, Bürstenverschleiß |
| Maßprüfung | OD, ID, Länge, Segmentteilung, Bohrungspassung | Muss der Zeichnung und der Chargentoleranz entsprechen | Montagefehler, Gleichgewichtsverschiebung, schlechte Konzentrizität |
| Rundlauftest | Radialer Rundlauf nach der Endbearbeitung | Kontrolliert bis zur Zeichnungsgrenze; bei vielen Standardanfertigungen wird die TIR innerhalb von 0,002 in gehalten | Bürstenprellen, lokale Erwärmung, instabile Kommutierung |
| Glimmer Unterschnittkontrolle | Tiefe, Breite, Sauberkeit des Schlitzes, Kantenabschrägung | Gleichmäßiger Hinterschnitt, saubere Schlitze, kein hoher Glimmer | Bürstenabrieb, Kantenbrand, Kupferabnahme |
| Überprüfung der Segmentbeibehaltung | Integrität der Stangensicherheit, Harz oder geformter Träger | Keine Bewegung, keine Rissausbreitung, keine Sitzschwäche | Angehobene Stangen, mechanisches Versagen bei Geschwindigkeit |
| Konsistenz von Bar zu Bar | Elektrische Gleichmäßigkeit benachbarter Segmente | Kein kurzer Weg, keine abnormale Widerstandsausbreitung | Umlaufender Strom, heiße Stäbe, schlechte Lastverteilung |
| Stab-Wellen-Isolierung | Isolierung von der Welle oder dem Kernpfad | Muss die Isolationsanforderungen des Entwurfs erfüllen | Erdschluss, Leckage, Kohlenstoffverfolgung |
| Validierung der laufenden Proben | Bürstenspurenbildung und Kontaktmuster | Stabile Spur, kein anormaler Trend der Funkenbildung | Feldversagen nach der Montage |

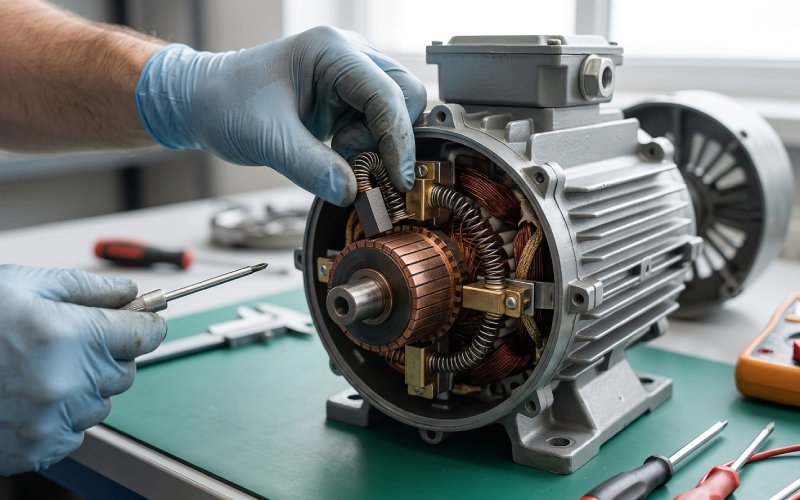
1) Die visuelle Inspektion kommt zuerst
Nicht jeder Fehler verdient ein Messgerät. Manche verdienen erst einmal eine Ausschussmarke.
Wir beginnen mit der Kupferfläche und der Nutwand. Bei einem neuen Kommutator sind die Dinge, auf die es ankommt, einfach:
- Zustand der Kupferoberfläche
- Slot-Sauberkeit
- Integrität der Segmentränder
- Zustand der Form oder des Trägers
- Anzeichen von Handhabungsschäden während der Lagerung oder des Transports
Wenn wir einen Kupferabstrich quer über den Schlitz, ein Anheben der Segmentkanten, eine abgeplatzte Isolierung, eingebettete Fremdkörper oder Aufprallspuren in der Nähe der Stangenecken sehen, bewegt sich das Teil nicht wie ein normales Freigabelos vorwärts.
Ein sauberes Gesicht ist auch nicht genug. Wir wollen eine gleichmäßig bearbeitete Oberfläche, Kein verschlepptes Kupfer, keine erhabenen Kanten, keine in der Nut verbleibenden Partikel. Sehr kleine Defekte in diesem Stadium werden in der Regel sehr sichtbar, sobald der Bürstenkontakt beginnt. Nicht sofort. Ein wenig später.
Für Käufer, die Eingangskontrolle eines neuen Kommutators, Dies ist der schnellste Screening-Schritt. Gute Teile bestehen ihn in der Regel in wenigen Minuten. Schlechte Teile verraten sich auch in Minuten.
2) Die Maßprüfung muss mit der Zeichnung übereinstimmen, nicht mit der Gewohnheit
Viele vermeidbare Montageprobleme entstehen dadurch, dass dieser Schritt als Routine behandelt wird.
Wir überprüfen das:
- Außendurchmesser
- Bohrung oder Einbaudurchmesser
- Gesamtlänge
- Segmentanzahl und Pitch-Konsistenz
- wichtige Montagemaße, die sich auf den Presssitz, den Klemmsitz oder den geformten Sitz auswirken
- Stapelbeziehung, wenn der Kommutator als Teil einer Rotoreinheit geliefert wird
Es gibt keine universellen “akzeptablen” Abmessungen für alle Kommutatoren. Die Zeichnung ist die Regel. Dennoch achten wir besonders auf die Abmessungen, die die Geometrie der Bürstenbahn und die Passform der Welle verändern. Das sind die Maße, die immer wieder sekundäre Probleme verursachen, obwohl sie auf dem Papier harmlos aussehen.
Für OEM-Lose vergleichen wir auch Konsistenz innerhalb einer Charge, nicht nur die Einhaltung von Einzelteilen. Ein Teil, das alleine durchläuft, aber von der Chargenmitte abweicht, ist immer noch eine Prozesswarnung.
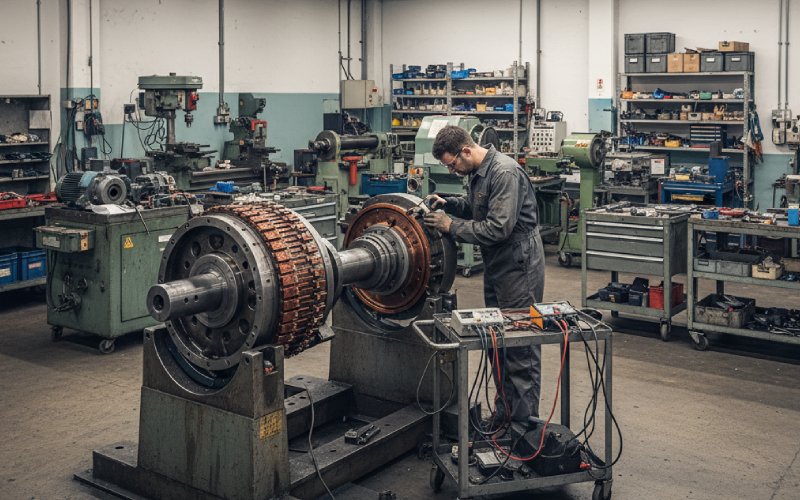
3) Die Rundlaufprüfung entscheidet, ob sich das Teil bei Bürstenkontakt verhält
Dies ist eine der praktischsten Kontrollen des gesamten Prozesses.
Nach der Endbearbeitung messen wir den Radialschlag an kontrollierten Auflagepunkten. Der genaue Grenzwert ergibt sich aus der Produktzeichnung. Bei vielen Standardanfertigungen halten wir den angegebenen Gesamtrundlauf innerhalb 0,002 Zoll nach der Fertigbearbeitung. Bei engeren Konstruktionen kann weniger erforderlich sein. Bei Hochgeschwindigkeitsanwendungen ist das normalerweise der Fall.
Warum ist dies so früh wichtig? Weil die Instabilität von Bürsten oft auf die Neigung, den Druck oder die Federeinstellung geschoben wird, obwohl das eigentliche Problem die Geometrie ist. Ein Kommutator, der nicht rund läuft, kann auf dem Prüfstand noch akzeptabel aussehen. Sobald er eingebaut ist, ist er nicht mehr unauffällig.
Wenn ein Einkäufer ein neu erhaltenes Teil prüft, ist dies einer der besten Tests, um einen seriösen Hersteller von einem unseriösen Anbieter zu unterscheiden.
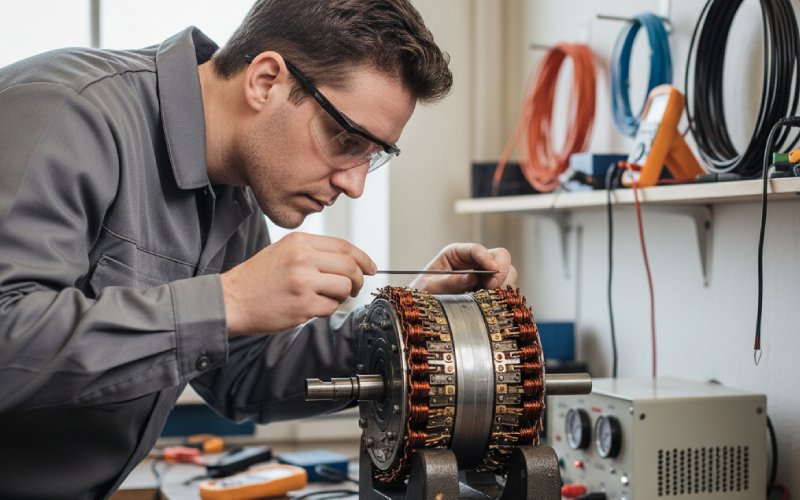
4) Glimmerhinterschneidung und Schlitzzustand erfordern eine eigene Inspektion
Wir vergraben den Glimmer nicht innerhalb der “Sichtkontrolle”. Es bekommt seine eigene Stufe.
Bei unterschnittenen Entwürfen führen wir eine Inspektion durch:
- Hinterschnitttiefe
- Unterschnittbreite
- Gleichmäßigkeit der Schlitze über den gesamten Umfang
- Qualität der Schlitzreinigung
- Zustand der Stangenkante nach der Bearbeitung
- leichte Anfasung, wo erforderlich
Als Grundregel für die Werkstatt gilt, dass wir die Breite und Tiefe des Hinterschnitts proportional zur Glimmerdicke halten und die Stangenkanten mit einer kontrollierten Fase sauber halten, sofern keine spezielle Zeichnung dies nicht außer Kraft setzt. Ist die Tiefe zu gering, beginnt die Bürste auf der Isolierung zu reiten. Zu aggressiv und die Segmentunterstützung wird reduziert. Beides ist schlecht. Nur das Timing ist anders.
Ein hoher Glimmeranteil ist ein häufiger Grund für Kantenverbrennungen beim Start. Verschmutzte Schlitze sind ein weiterer. Beide sollten das Werk nicht verlassen.
5) Segmentbindung ist ein echter Test, keine visuelle Schätzung
Ein Kommutator kann die Maßprüfung bestehen und dennoch versagen, weil das Segmentpaket mechanisch nicht stabil ist.
Wir prüfen also:
- Segment Lockerheit
- gerissenes Trägermaterial
- Sitzschwäche im Bereich des Halses oder des Steigrohrs
- Bewegung unter kontrollierter mechanischer Überprüfung
- Anzeichen von Spannungskonzentration durch Gießen, Pressen oder Bearbeitung
Bei kritischen Anwendungen überprüfen wir die Rückhalteleistung zusammen mit der Rückverfolgbarkeit des Prozesses. Nicht nur das fertige Stück. Sondern auch den Prozess dahinter.
Aus Sicht des Käufers sollte jedes Anzeichen von Segmentabhebung, Harzbruch, Stabinstabilität oder verdächtigen Bewegungen in der Nähe der Kupferstützzone das Teil aus dem normalen Montagefluss herausnehmen. Ein neuer Kommutator ist nicht der richtige Ort für hoffnungsvolle Entscheidungen.
6) Stab-zu-Stab-Prüfung bestätigt elektrische Trennung und Gleichmäßigkeit
Jetzt gehört das Messgerät auf das Teil.
Wir prüfen benachbarte Segmente auf abnormale Durchgangspfade und verifizieren die elektrische Konsistenz rund um den Umfang. Je nach Konstruktion und Prüfverfahren kann dies Folgendes umfassen:
- Kontrolle des Abstandes zwischen benachbarten Stäben
- niederohmiger Vergleich
- Überprüfung der Widerstandstrends im gesamten Segmentkreis
- stichprobenbasierte tiefere Validierung für kontrollierte Lose
Wir sind nicht auf der Suche nach der einen magischen Zahl. Wir sind auf der Suche nach Einheitlichkeit und für Fehlen einer unbeabsichtigten Verbindung. Ein einziges abnormales Paar ist wichtig. Das Gleiche gilt für ein sich alle paar Takte wiederholendes Muster. Anhand von Mustern können Sie erkennen, ob der Fehler isoliert, prozessbedingt oder in das Werkzeugverhalten integriert ist.
Dies ist ein Grund, warum die Chargenhistorie wichtig ist. Gute Fabriken testen nicht nur einen Kommutator. Sie lesen den Prozess anhand des Ergebnisses.
7) Die Prüfung der Stab-zu-Welle-Isolierung schützt die gesamte Baugruppe
In diesem Schritt wird die Unversehrtheit der Isolierung zwischen der leitenden Kommutatorstruktur und der Welle oder einem durch die Konstruktion definierten geerdeten Pfad überprüft.
Unser Prüfablauf umfasst in der Regel Folgendes:
- Messung des Isolationswiderstands
- Prüfung der dielektrischen Festigkeit, sofern in der Produktspezifikation gefordert
- Kontrolliertes Wiederholungsprüfungsprotokoll für verdächtige Teile
- Überprüfung der Kontamination, bevor ein Wiederholungstest erlaubt wird
Ein schlechtes Isolationsergebnis ist nicht immer ein Materialproblem. Manchmal ist es eine Verunreinigung. Manchmal Feuchtigkeit. Manchmal die Handhabung. Aber die Ursache ändert nichts an der Freigabeentscheidung. Wenn das Teil die Isolationsanforderungen nicht erfüllt, wird es gesperrt.
Für Eingangskontrollteams ist diese Prüfung besonders nützlich bei Teilen, die für den Einsatz unter Hochspannung, in staubiger Umgebung oder bei wechselnder Luftfeuchtigkeit bestimmt sind.
8) Die Validierung des Probenlaufs ist immer noch wichtig
Sogar starke Bankdaten können übersehen, was der Bürstenkontakt in der Bewegung offenbart.
Bei ausgewählten Losen, Prototypen oder kritischen Programmen validieren wir den Kommutator in laufendem Zustand und überprüfen ihn:
- Bürstenkontaktmuster
- frühe Gleisbildung
- liegender Trend
- Kantenverhalten bei Lastübergang
- lokale Wärmesignatur, wenn der Aufbau dies erfordert
Wir erzwingen kein Volllast-Vertrauen aus einem statischen Testblatt. Ein Kommutator muss sich im Motor verhalten, nicht nur auf dem Tisch.
Bei neuen Bürstenkontakten achten wir auf eine stabile, sich entwickelnde Spur und ein aussagekräftiges Sitzmuster, bevor wir den Einsatz erhöhen. Ein Belag mit schlechter Kontaktverteilung kann noch laufen. Eine Zeit lang. Das ist nicht dasselbe wie Auslösequalität.
Checkliste für die Eingangsprüfung von neuen Kommutatoren
Wenn unsere Kunden einen neuen Kommutator erhalten, ist dies der kürzeste praktische Prüfweg, den wir vor der Montage empfehlen:
- Prüfung der Oberflächengüte, der Sauberkeit der Schlitze und der Segmentkanten
- Bestätigung der Hauptabmessungen anhand der genehmigten Zeichnung
- Messen des Rundlaufs an geeigneten Auflagepunkten
- Untersuchen Sie den Unterschnitt des Glimmers und den Zustand der Kanten, falls zutreffend.
- Überprüfung der Stabilität des Segments und der Integrität der Stützen
- Elektrische Konsistenz der benachbarten Stäbe prüfen
- Isolierung zwischen Stab und Welle prüfen
- Freigabe nur, wenn Identität und Rückverfolgbarkeit der Partie mit dem Auftrag übereinstimmen
Wenn das Teil bei Schritt 1, 3, 5 oder 7 versagt, empfehlen wir nicht, es zur Montage zu zwingen. Dies sind keine kosmetischen Fehler.
Wann ein neuer Kommutator abgelehnt und nicht “umgearbeitet” werden sollte”
Einige Probleme sollten nicht nach unten verschoben werden.
Wir empfehlen Ablehnung oder förmliche Zurückhaltung, wenn Sie etwas finden:
- übermäßiger Rundlauf
- Segmentaufzug oder instabile Stangen
- gerissene Dämmstoffhalterung
- abnormale elektrische Ablesung der benachbarten Leiste
- schwache Isolierung zwischen Stab und Welle
- hoher Glimmeranteil oder schlechte Schlitzreinigung an fertigen Teilen
- Transportschäden in der Nähe von Stabkanten oder Montageflächen
- Inkonsistenz der Chargen, die auf eine Prozessabweichung schließen lässt
Dieser Teil ist wichtig: Ein fragwürdiger neuer Kommutator sollte nicht wie ein Kandidat für eine Reparatur vor Ort behandelt werden. Wenn der Defekt bereits vor der Montage vorhanden ist, wird die kostengünstigste Entscheidung in der Regel frühzeitig getroffen.
Was dieses Testverfahren über den Anbieter aussagt
Ein Kommutatorlieferant sollte in der Lage sein, mehr als nur Abmessungen und Kupfersorten anzugeben.
Ein seriöser Hersteller sollte Ihnen das sagen können:
- wie der Rundlauf nach der Endbearbeitung kontrolliert wird
- wie die Beibehaltung der Segmente überprüft wird
- wie die Isolierung geprüft und aufgezeichnet wird
- wie die Konsistenz der Chargen überwacht wird
- wie nichtkonforme Teile blockiert werden
- wie die Rückverfolgbarkeit vom Material bis zum fertigen Los gewährleistet wird
Das ist der eigentliche Nutzen einer Kommutatortestverfahren im B2B-Bereich. Keine Dekoration. Es zeigt, ob die Fabrik das Produkt kontrolliert oder es nur versendet.
Brauchen Sie einen Ersatz statt eines riskanten Baus?
Wenn Ihre Inspektion instabile Segmente, Isolationsfehler, wiederholte Rundlaufprobleme oder Schlitzdefekte zeigt, die bei einem neuen Teil nicht akzeptiert werden sollten, ist ein Austausch in der Regel die sauberere Entscheidung.
Wir liefern OEM- und kundenspezifische Kommutatoren die auf derselben oben beschriebenen Prüflogik basieren: Maßhaltigkeit, stabile Segmentstruktur, kontrollierter Rundlauf, verifizierte Isolierung und Qualitätsaufzeichnungen auf Chargenebene. Für neue Motorenprogramme, neu aufgebaute Lieferketten oder Upgrades bei der Eingangsprüfung ist das wichtiger als polierte Formulierungen.
Häufig gestellte Fragen
Wie sieht das Standardprüfverfahren für einen neuen Kommutator aus?
Bei einem neuen Kommutator ist die praktische Reihenfolge: Sichtprüfung, Maßprüfung, Rundlaufprüfung, ggf. Glimmerhinterschneidungsprüfung, Überprüfung der Segmentbeibehaltung, elektrische Prüfung von Stange zu Stange, Isolationsprüfung von Stange zu Welle und ggf. Validierung des Probelaufs.
Was ist die wichtigste Prüfung bei der Eingangskontrolle?
Es gibt keinen Einzeltest für jeden Bau, aber drei Prüfungen decken in der Regel die risikoreichsten Probleme frühzeitig auf: Rundlauf, Segmentstabilität und Stab-Wellen-Isolierung. Wenn eine dieser Prüfungen fehlschlägt, sollte die Montage abgebrochen werden.
Welcher Rundlauf ist für einen Kommutator akzeptabel?
Der richtige Grenzwert hängt von der Zeichnung und der Motorleistung ab. Bei vielen Standardkommutatoren wird der angegebene Gesamtrundlauf nach der Endbearbeitung auf 0,002 Zoll kontrolliert. Präzisions- oder Hochgeschwindigkeitsanwendungen können eine strengere Kontrolle erfordern.
Warum versagt ein neuer Kommutator, obwohl die Abmessungen korrekt sind?
Denn die Einhaltung der Abmessungen allein beweist nicht die elektrische Trennung, die Unversehrtheit der Isolierung, die Qualität des Schlitzes oder die Stabilität des Segments. Ein Teil kann der Zeichnung entsprechen und trotzdem im Betrieb versagen.
Sollte ein Käufer den Bar-zu-Bar-Widerstand bei jedem neuen Los testen?
Für kontrollierte Programme, ja. Zumindest sollten die Käufer einen definierten Stichprobenplan für die Konsistenz der benachbarten Stäbe und die Überprüfung der Isolierung haben, insbesondere für die OEM-Produktion oder kritische Serviceumgebungen.
Woher wissen Sie, ob ein Kommutatordefekt kosmetischer oder funktioneller Natur ist?
Wenn der Fehler die Geometrie, die Isolierung, die Stabilität des Segments, den Zustand des Schlitzes oder das Kontaktverhalten der Bürste verändert, ist er funktionell. Markierungen, die nur das Aussehen beeinflussen und diese Faktoren nicht verändern, können kosmetisch bleiben. Die Grenze zwischen beiden ist nicht sehr breit.
Kann ein neuer Kommutator mit hohem Glimmeranteil noch montiert werden?
Sie sollte nicht in diesem Zustand freigegeben werden. Ein hoher Glimmeranteil verändert den Bürstenkontakt und kann zu Kantenverbrennungen, ungleichmäßiger Abnutzung und instabiler Gleisentwicklung führen, und zwar schon sehr früh im Betrieb.
Was sollte ein guter Kommutatorlieferant mit dem Produkt liefern?
Mindestens: Einhaltung der Zeichnungen, Chargenidentifizierung, Qualitätsaufzeichnungen für kritische Prüfungen und ein klarer Akzeptanzstandard für Rundlauf, Isolierung und Segmentintegrität.