Verständnis der Kommutatorenspezifikationen: Teilung, Durchmesser und Bohrung
Kommutator Spezifikationen sehen auf dem Papier einfach aus. Sind sie aber nicht. Teilung, Durchmesser und Bohrung sind miteinander verbunden und versagen normalerweise auch gemeinsam. Eine Zeichnung kann einen korrekten Außendurchmesser zeigen und trotzdem ein instabiles Bürstenverhalten aufweisen, wenn die Bohrung nicht stimmt. Ein Kommutator kann sauber gedreht werden und trotzdem falsch sein, weil die Teilung weggefressen wurde. Das ist hier das eigentliche Problem.
Inhaltsverzeichnis
Wichtigste Erkenntnisse
- Pitch ist nicht nur ein Abstand. Es ist die Breite des Kupfers, die Isolationszugabe und die Menge an Bürstenspur, die nach der Herstellung und Nacharbeit übrig bleibt.
- Der Durchmesser bestimmt die Oberflächengeschwindigkeit, die Kommutierungszeit, das Wärmeverhalten und die verbleibende Standzeit nach dem Drehen.
- Die Bohrung ist der Bezugspunkt. Wenn das Verhältnis zwischen Bohrung und Spur falsch ist, kann ein “guter” Durchmesser das Teil nicht retten.
Die Bedeutung der Kommutatorneigung
Die Kommutatorsteigung ist die Umfangsteilung eines Segments an der fertigen Bürstenbahn:
tau_c = (pi x D_c) / S
Wo:
- tau_c = Kommutatorabstand
- D_c = fertiger Kommutatordurchmesser
- S = Anzahl der Segmente
Dies ist die Zahl, die die Leute als Layout betrachten. Es ist mehr als Layout.
Die Teilung bestimmt, wie viel Kupfer jedes Segment erhält. Sie bestimmt, wie viel Isolierung zwischen den Stäben vorhanden sein kann, ohne brüchig zu werden. Sie beeinflusst, wie bequem die Bürste die Segmente während der Kommutierung überspannt. Sie schrumpft auch, wenn der fertige Durchmesser schrumpft. Dieser Teil wird oft übersehen.
Ein praktischer unterer Grenzwert, der häufig bei der Planung verwendet wird, ist etwa 4 mm. Unterhalb dieses Wertes wird es mit der mechanischen Festigkeit und der Isolierfähigkeit eng. In vielen konventionellen Konstruktionen wird dieses Minimum als ungefähr 3,2 mm Kupfer plus 0,8 mm Isolierung. Typische Breiten der äußeren Segmente liegen oft im Bereich 4 bis 20 mm Bereich. Wenn Ihre Konstruktion diesen unteren Bereich unterschreitet, liegt die Beweislast bei der Zeichnung und dem Prozessplan, nicht bei der Reparaturwerkstatt.
Berechnung der Kommutatorsteigung
Die Berechnung ist kurz.
Wenn ein fertiger Kommutatordurchmesser 140 mm und der Kommutator hat 84 Segmente:
tau_c = (pi x 140) / 84 = 5,24 mm
Das ist nichts Ungewöhnliches.
Drehen Sie nun denselben Kommutator auf 136 mm während der Reparatur mit denselben 84 Segmenten:
tau_c = (pi x 136) / 84 = 5,09 mm
Vielleicht noch brauchbar. Aber der Punkt ist nicht die genaue Zahl. Der Punkt ist, dass jeder Schnitt nimmt Pech weg. Die Nacharbeit verringert nicht nur den Durchmesser. Sie verringert auch die Segmentmarge.
Aus diesem Grund sollte die Tonhöhe vom tatsächlicher Fertigdurchmesser, und nicht nach dem Nenndurchmesser, der auf einer alten Zeichnung oder Stückliste steht.
Wie sich der Kommutatordurchmesser auf Oberflächengeschwindigkeit und Wärme auswirkt
Die Oberflächengeschwindigkeit des Kommutators ist:
v_c = (pi x D_c x N) / 60
Wo:
- v_c = Umfangsgeschwindigkeit in m/s
- D_c = fertiger Kommutatordurchmesser in m
- N = Drehgeschwindigkeit in U/min
Ein üblicher Startbereich für die Konstruktion sieht einen Kommutatordurchmesser von etwa 60% bis 80% des Ankerdurchmessers. Dies ist nur ein Ansatzpunkt. Die nützlichere Prüfung ist die Oberflächengeschwindigkeit.
Bei vielen konventionellen DC-Maschinenkonstruktionen versuchen die Konstrukteure, die Umfangsgeschwindigkeit des Kommutators um oder unter 15 m/s wenn möglich. Es werden höhere Werte verwendet. Manchmal sehr viel höher. Aber die Kommutierungsspanne wird enger, weil das Umkehrintervall kürzer wird und der Reaktanzspannungsterm mit di/dt ansteigt. Die Bürstenbahn verzeiht also immer weniger. Kleine Geometriefehler fallen stärker ins Gewicht. Lokale Steghöhenfehler spielen eine größere Rolle. Die Instabilität des Bürstenkontakts ist nicht mehr unbedeutend.
Diameter ändert auch das Verhalten der Dienste.
Wenn ein Kommutator bei der Reparatur gedreht wird, passieren drei Dinge gleichzeitig:
- Der Durchmesser der Bürstenbahn nimmt ab.
- Die Tonhöhe sinkt.
- Die künftig verfügbare Nacharbeitspauschale sinkt.
Aus diesem Grund sollte die Zeichnung niemals bei Nenndurchmesser. Außerdem sollte sie angeben Mindestbetriebsdurchmesser oder Ablegedurchmesser. Ohne diese Zahl wird so lange bearbeitet, bis die Oberfläche gut aussieht und die Geometrie bereits schlecht ist.
Ein zweites Detail: Nach dem Drehen muss die Position des Bürstenhalters möglicherweise neu eingestellt werden, weil sich die Beziehung zwischen Bürste und Bahn geändert hat. Wird dieses Detail ignoriert, entsteht ein Problem, das elektrisch aussieht, aber als Geometrie begann.
Warum die Kommutatorbohrungstoleranz wichtig ist
Die Bohrung ist nicht nur ein Loch für die Welle. Sie ist die Bezugsachse für das gesamte Teil.
Bürsten interessiert es nicht, ob der Außendurchmesser isoliert betrachtet richtig gemessen wurde. Für sie ist es wichtig, dass die Bürstenbahn genau in der Rotationsachse verläuft. Das heißt, die Bohrung, die Bürstenoberfläche und der Segmentstapel müssen übereinstimmen.
Zwei Fehler sind hier von Bedeutung:
- Exzentrizität: die Achse der Bohrung und die Achse der Bürstenbahn sind versetzt
- Schieflage: Die Stäbe sind nicht parallel zur Mittellinie der Bohrung.
In beiden Fällen kann es zu zyklischer Bürstenbelastung, ungleichmäßigem Kontaktfilm, Rattermarken, ungleichmäßigem Verschleiß oder wiederholter Funkenbildung in einer bestimmten Winkelposition kommen. Diese Symptome werden immer wieder den Bürsten angelastet. Oft ist das Bohrungsverhältnis das erste, was überprüft werden sollte.
Eine brauchbare Bohrungsspezifikation sollte also mehr als nur die Größe umfassen. Sie sollte umfassen:
- Bohrungsdurchmesser
- Bohrungstoleranz
- gute Absicht
- geometrisches Verhältnis der Bürstenbahn zur Bohrung
- Flächen- oder Schulterbezugspunkt, wenn die axiale Lage von Bedeutung ist
Andernfalls ist die Kontrolle gezwungen, zu erraten, was “wahr” eigentlich bedeutet.
Spielraumpassung, Übergangspassung oder Interferenzpassung?
Eine Kommutatorbohrung kann nicht sinnvoll spezifiziert werden, ohne dass die Passungsstrategie angegeben wird.
Es gibt drei grundlegende Anpassungsmodi:
- Spielpassung: die Welle ist immer kleiner als die Bohrung
- Übergangspassung: die Verbindung kann mit leichtem Spiel oder leichtem Übermaß montiert werden
- Presspassung: die Welle ist immer etwas größer als die Bohrung
Bei keilförmigen Verbindungen kann entweder Spiel oder Übermaß gelten. Für schlüssellose Verbindungen ist in der Regel ein Übermaß erforderlich.
Die falsche Passform führt zu den bekannten Problemen in der Praxis:
- Zu locker: Kriechen, Reiben, Taumeln, polierte Zeugenbänder, rotbraune Ablagerungen, Keilnutverschleiß
- Zu fest: Montageschäden, Eigenspannungen, thermische Probleme, gerissene Naben, verzerrte Geometrie
“Kriechen” bedeutet hier eine langsame Relativbewegung zwischen Nabe und Welle unter Last. Nicht dramatisch. Gerade genug, um Spuren zu hinterlassen und den Passungszustand mit der Zeit zu verändern. “Fretting” ist ein Mikrobewegungsschaden an der Schnittstelle. Feine Oxidablagerungen. Beschädigung der Oberfläche. Dann Passungsverlust.
Also nein, der Bohrungsausruf kann nicht aufhören bei Ø12.000. Es braucht Absicht.
Das Zusammenspiel von Teilung, Durchmesser und Bohrung
In diesem Punkt fallen viele Zeichnungen flach.
Ein Kommutator ist nicht durch drei isolierte Dimensionen spezifiziert. Er verhält sich wie ein gekoppeltes System.
- Erhöhen Sie die Anzahl der Segmente und halten Sie den Durchmesser konstant. Steigung fällt.
- Drehen Sie den Kommutator während der Reparatur. Der Durchmesser sinkt, und die Steigung sinkt mit.
- Halten Sie den Durchmesser innerhalb der Toleranz, aber lassen Sie die Bohrung exzentrisch laufen. Die Bürste sieht immer noch ein schlechtes Teil.
- Wählen Sie eine Passung, die Mikrobewegungen zulässt. Die Bohrung kann anfangs akzeptabel sein und im Betrieb aus dem Lot geraten.
Dann kommt der Glimmer ins Spiel.
Nach dem Drehen muss die Isolierung zwischen den Stangen in der Regel hinterschnitten werden, so dass sie unter der laufenden Kupferoberfläche bleibt. Wenn sie zu hoch bleibt, wird der Bürstenkontakt gestört. Wenn der Schlitz schlecht gereinigt wird oder die Kanten der Stangen scharfkantig bleiben, setzt sich die Bahn nicht richtig ab. Eine gängige Reparaturregel besagt, dass die Tiefe des Unterschnitts etwa 1 bis 1,5 mal die Schlitzbreite, mit anschließendem Anfasen der Kanten. Einige industrielle Reparaturstandards arbeiten auch in einem schmalen Tiefenband nahe 1,25 mm, je nach Designfamilie. Die genaue Anzahl sollte in der Produktspezifikation angegeben werden. In der Zeichnung sollte sie nicht angedeutet werden.
Eine praktische Vergleichstabelle
| Spezifikation | Was sie kontrolliert | Was schief läuft, wenn sie schwach ist | Was auf der Zeichnung stehen sollte |
|---|---|---|---|
| Stellplatz | Segmentstärke, Isolationsfläche, Bürstenüberlappung, Rand nach Nacharbeit | Dünne Stäbe, schwache Isolierschicht, instabiler Kontakt, frühzeitiger Verlust der Toleranz | Fertige Teilung, Segmentanzahl, fertiger Durchmesser für die Berechnung verwendet |
| Durchmesser | Oberflächengeschwindigkeit, Kommutierungsintervall, thermisches Verhalten, verbleibende Rework-Lebensdauer | Wärmeanstieg nach wiederholtem Drehen, verringerte Betriebsspanne, falsche Annahme nur auf Basis des Nenn-AD | Nenn-AD, Mindestbetriebs-AD, Prüfung der Oberflächengeschwindigkeit, Anforderung an den Bürstenbahnrundlauf |
| Bohrung | Rotationsnullpunkt, Wellenpassung, Bürstenspurwahrheit | Kriechen, Fretting, exzentrischer Lauf, schiefwinkliger Verschleiß, zyklische Funkenbildung | Bohrungsgröße, Toleranz, Passgenauigkeit, Bezugspunktverhältnis, Konzentrizität/Rundlauf zur Bürstenbahn |
Häufige Zeichnungsfehler bei Kommutator-Spezifikationen
Diese tauchen immer wieder auf.
1. Nur Angabe der Nennweite
Das ist unvollständig. Ein reparierbarer Kommutator braucht auch einen Mindestdurchmesser.
2. Anzeige der Segmentanzahl, aber keine Überprüfung der Tonhöhe
Die Anzahl der Segmente allein sagt fast nichts aus. Die Teilung muss anhand des tatsächlichen Fertigdurchmessers überprüft werden.
3. Angabe der Bohrungsgröße ohne Passungsabsicht
Eine Größe ohne Passform ist eine halbe Aufforderung.
4. Kontrolle des OD, aber nicht des OD-zu-Bohrung-Verhältnisses
Die Bürste sieht den Rundlauf relativ zur Achse, nicht den Durchmesser im Vakuum.
5. Weglassen der Anforderung des Unterschneidens aus der Prozessnotiz
Das lädt zu inkonsequenter Dienstleistungsarbeit ein.
6. Systeme mit Mischeinheiten ohne deklarierte Primäreinheit
Behalten Sie ein Primärsystem bei. Fügen Sie nur dort Konvertierungen hinzu, wo der Laden sie benötigt.
Inspektionskontrollen, die wirklich wichtig sind
Dies ist die kurze Liste.
Neigung nach dem Drehen neu berechnen
Gehen Sie nicht davon aus, dass das ursprüngliche Angebot noch gilt.
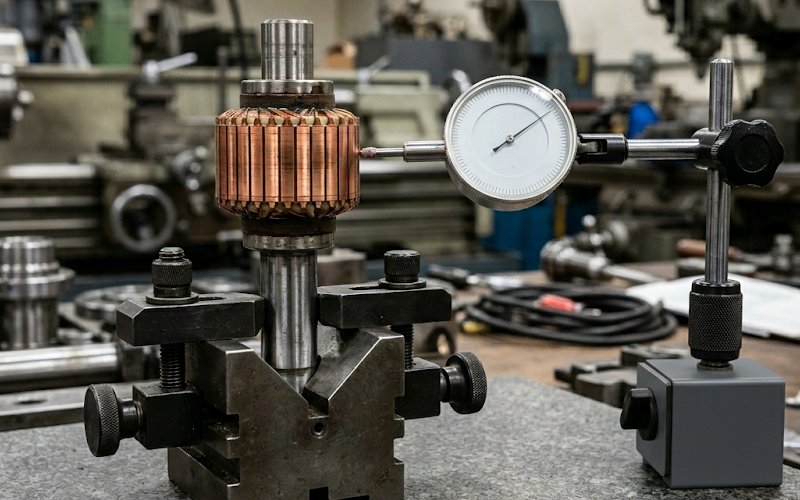
Rundlaufmessung vom realen Bezugspunkt aus
Bei Reparaturen sind damit in der Regel die Bohrung oder die Lagersitze gemeint, nicht eine günstige Außenfläche.
Prüfen Sie den lokalen Zustand von Stange zu Stange, nicht nur den Gesamtrundlauf.
Ein Kommutator kann einen durchschnittlichen Rundlauf aufweisen und dennoch lokale Schrittfehler haben, die die Bürsten stören.
Überprüfen Sie den Zustand von Unterschnitt und Stangenkanten
Flach ist nicht genug. Die Schlitze müssen sauber sein. Die Isolierung muss unterhalb des laufenden Kupfers sitzen. Die Kanten der Schiene dürfen nicht scharfkantig sein.
Suche nach Passungsproblemen an der Bohrung
Rotes Pulver, polierte Bänder, versetzte Zeigelinien, Werkspuren oder abnorme Abnutzung der Keilnuten sind nicht kosmetisch. Sie sind Beweise für die Passform.
Als Referenz auf Werkstattebene halten die Reparaturstandards den angegebenen Gesamtrundlauf oft im Bereich von etwa 0,076 mm bei niedrigeren Umfangsgeschwindigkeiten und etwa 0,038 mm bei höheren Umfangsgeschwindigkeiten, wobei die lokalen Abweichungen zwischen benachbarten Stäben viel geringer sind. Dies sind keine universellen Konstruktionswerte. Sie sind eine nützliche Prüfdisziplin.
Häufig gestellte Fragen
Was ist die Kommutatorsteigung?
Die Kommutatorteilung ist der Umfangsabstand, den ein Segment an der fertigen Bürstenbahn einnimmt, einschließlich des Isolierspalts zwischen den Segmenten. In der Praxis wird sie in der Regel anhand des Fertigdurchmessers und der Segmentanzahl überprüft.
Wie berechnet man die Kommutatorsteigung?
Verwendung:
tau_c = (pi x D_c) / S
Dabei ist D_c der fertige Kommutatordurchmesser und S die Anzahl der Segmente.
Was passiert, wenn die Kommutatorsteigung zu klein ist?
Sie verlieren an Kupferbreite, Isolationszugabe und mechanischem Spielraum. Der Segmentstapel wird weniger fehlerverzeihend, insbesondere nach Nacharbeiten. Auch die Stabilität der Bürste ist schwieriger zu erhalten.
Warum spielt der Kommutatordurchmesser eine Rolle, wenn die Drehzahl der Maschine fest ist?
Denn die Oberflächengeschwindigkeit ändert sich immer noch mit dem Durchmesser. Die Oberflächengeschwindigkeit beeinflusst das Kommutierungsintervall, das Kontaktverhalten und die Wärmeentwicklung. Der Durchmesser bestimmt auch, wie viel Material für das weitere Drehen übrig bleibt.
Ist die Bohrungstoleranz wirklich so wichtig, wenn der Außendurchmesser innerhalb der Toleranz liegt?
Ja. Die Bohrung definiert die Achse. Wenn die Bürstenbahn nicht genau zu dieser Achse passt, kann die Maschine Rattererscheinungen, ungleichmäßige Abnutzung oder Funkenbildung aufweisen, auch wenn der Außendurchmesser selbst korrekt gemessen wird.
Sollte eine Kommutatorbohrung mit Spiel oder Presspassung ausgeführt werden?
Das hängt vom Drehmoment, der Geschwindigkeit, der Montagemethode und davon ab, ob es sich um ein schlüsselloses oder ein keilförmiges Gelenk handelt. Schlüssellose Verbindungen benötigen normalerweise ein Übermaß. Passfedergelenke können je nach Betriebsbedingungen mit Spiel oder Übermaß arbeiten.
Wann sollte ein Kommutator gedreht und wann sollte er ersetzt werden?
Drehen Sie es, wenn die Oberflächenbeschaffenheit korrigiert werden kann, ohne den Mindestdurchmesser zu verletzen und ohne dass Steigung, Rundlauf oder Unterschnitt außerhalb der Grenzwerte liegen. Ersetzen Sie es, wenn die Geometrie, die Passform oder das verbleibende Material keinen stabilen Betrieb mehr zulassen.
Schlussbemerkung
Eine Kommutatorzeichnung ist viel nützlicher, wenn sie vier Dinge deutlich macht:
- die fertige Geometrie,
- die Mindestgeometrie des Dienstes,
- die Strategie der Bohrungsanpassung,
- die geometrische Beziehung zwischen der Bürstenbahn und der Bohrung.
Ohne diese ist ein Kommutator leicht zu bearbeiten und schwer zu kontrollieren.