Herstellungsprozess für Kommutatoren
Ein kontrollierter, wiederholbarer Fertigungsablauf für Kupferkommutatoren, die in Gleichstrommotoren, Startern und Generatoren verwendet werden - unterstützt durch technische Überprüfung, Rückverfolgbarkeit und dokumentierte Inspektion.
Auf einen Blick
Was wir herstellen
Geformte Kommutatoren
V-Ring Kommutatoren
Kommutatoren mit Schrumpfring
Kundenspezifische Entwürfe auf der Grundlage von Zeichnungen/Mustern
Was Sie erwarten können
DFM-Feedback (falls erforderlich) vor der Produktion
Klare Prozesskontrollpunkte (dimensional + elektrisch)
Nachvollziehbare Aufzeichnungen für wichtige Schritte und Prüfergebnisse
Schnelles Angebot innerhalb von 24 Stunden nach Bestätigung der Zeichnungen/Spezifikationen


Warum Prozesskontrolle für Kommutatoren wichtig ist
Kommutatoren arbeiten unter Hitze, Geschwindigkeit, mechanischer Belastung und elektrischer Beanspruchung. Kleine Abweichungen in der Konzentrizität, dem Rundlauf, dem Zustand der Isolierung, der Qualität der Hinterschneidung oder der Unversehrtheit der Segmente können dazu führen:
Bürstenverschleiß und Funkenbildung
Vibrations-/Geräuschprobleme
Überhitzung und Isolationsversagen
kürzere Lebensdauer und Rendite
Unser Fertigungsablauf ist darauf ausgelegt, diese Risiken zu verringern, indem wir kritische Merkmale in mehreren Stufen kontrollieren - nicht nur bei der Endkontrolle.
Prozessübersicht über unseren Kommutator-Herstellungsprozess
Konstruktion → Materialvorbereitung → Montage → Aushärtung → Bearbeitung → Hinterschnitt & Finish → Würzen → Prüfung → Verpackung
1. Technische Überprüfung
Um spätere Unstimmigkeiten zu vermeiden, bestätigen wir die Details der Anwendung und der Zeichnung, einschließlich Betriebsspannung/Strom, Drehzahlbereich/Einschaltdauer, Auswahl des Kommutatortyps, kritische Abmessungen und Toleranzen, Isolations-/Fasenanforderungen und Auswuchtanforderungen.Sie erhalten eine Bestätigungsliste oder DFM-Anweisungen (falls erforderlich) und ein Angebot, in dem alle Annahmen klar dargelegt sind.
2. Materialvorbereitung & Eingangskontrolle
Kupfer, Isolierung (Glimmer) und verwandte Materialien werden vor der Montage vorbereitet und geprüft:
- visuelle und dimensionale Überprüfung
- Rückverfolgbarkeit von Materialien: Alle eingehenden Rohstoffe (z. B. Cu-Ag-legiertes Kupfer, Glimmerbleche, Stahlringe). Jede Produktionscharge kann bis zu den ursprünglichen Werksprüfzeugnissen (MTC) zurückverfolgt werden, um die Materialreinheit und die mechanischen Eigenschaften zu gewährleisten.
3. Segment & Isolierung Montage
Segmente und Isolierung werden entsprechend der gewählten Kommutatorstruktur montiert:
- Kontrolle der Segmentausrichtung und der Abstände
- Platzierung der Isolierung und Überprüfung der Konsistenz
- Prüfung der mechanischen Unversehrtheit vor der Aushärtung
4. Aushärtung/Verklebung
Je nach Design verwenden wir eine kontrollierte Aushärtung/Verklebung, um Stabilität zu gewährleisten und Bewegungen bei der späteren Bearbeitung zu reduzieren.
- Aushärtungskontrollen: Duroplastische Prozesse werden in kalibrierten Öfen streng kontrolliert. Standardprofile reichen von 160°C bis 180°C für 4 bis 8 Stunden, um sicherzustellen, dass das Gießharz oder die V-Ring-Isolierung vollständig polymerisiert und spannungsfrei ist.
5. Feinmechanische Bearbeitung
Die Bearbeitung wird durchgeführt, um die gewünschte Geometrie und Oberflächenbeschaffenheit zu erreichen:
- OD/ID-Bearbeitung und Plandrehen
- Präzisions-Grenzwerte: Wir halten routinemäßig OD/ID-Toleranzen von ±0,005 mm ein und kontrollieren den Rundlauf innerhalb von 0,008 mm (je nach Teilegröße und -struktur).
- Kontrolle der Oberflächengüte (typischerweise Ra 0,4 bis Ra 0,8, wie angegeben)
6. Unterschneiden & Schlichten
Hinterschneidungen und Endbearbeitungen werden durchgeführt, um die Anforderungen an die Bürstenkommutierung und Isolierung zu erfüllen:
- Kontrolle der Tiefe und Breite des Hinterschnitts
- Kantenbearbeitung / Entgraten
- Schlitzreinigung und Sichtprüfung
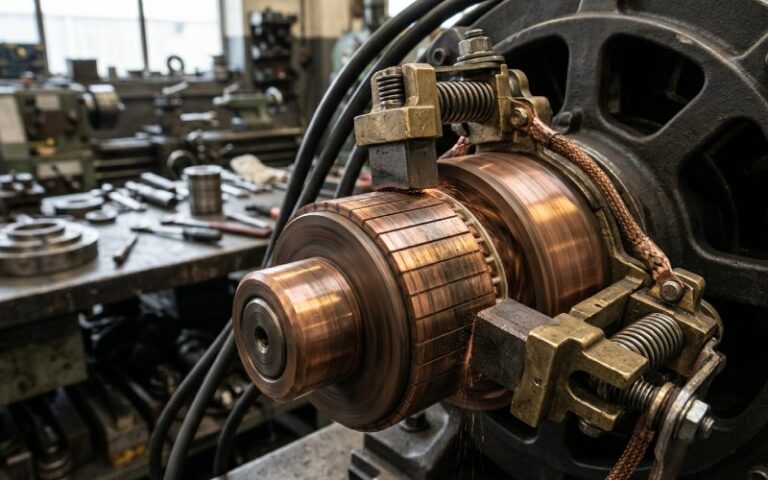
7. Reifung / Spin-Test
Gegebenenfalls führen wir vor den abschließenden elektrischen Tests eine kontrollierte Reifung/Drehung durch, um die Stabilität zu bestätigen.
- Akzeptanzkriterien: Kommutatoren werden erhitzt (z.B. 150°C) und mit hohen Drehzahlen gedreht (bis zu 10.000 - 30.000 RPM, je nach OD). Der maximal zulässige Hub/Verschiebung der Stangen wird streng kontrolliert (typischerweise < 0,002 mm), um die Stabilität unter den extremen Zentrifugalkräften des Motors zu gewährleisten.
8. Endabnahme, Prüfung und Freigabe
Vor dem Versand werden die Teile anhand von Zeichnungen/Spezifikationen überprüft.
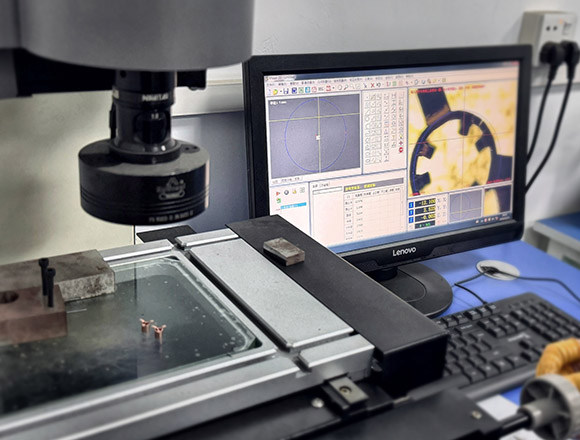
Qualitätskontrolle und Labortests
Wir prüfen die Abmessungen und die elektrischen Eigenschaften der Kommutatoren, um deren Sicherheit und Leistung zu gewährleisten.
Mechanische und dimensionale Inspektion
OD/ID/Längenmessung
Rundlauf- und Konzentrizitätsprüfung
Prüfungen der Hinterschnittgeometrie
Sichtprüfung (Segmentkanten, Zustand der Isolierung, Sauberkeit)
Überprüfung der Bilanzierung (falls erforderlich)
Elektrische Prüfung
Isolationswiderstand (IR)
hohes Potenzial (Hi-Pot)
Überspannungsprüfung (falls zutreffend)
Kontinuitätsprüfungen
Dokumentation & Rückverfolgbarkeit
Aufbewahrung von Unterlagen: Alle Maß- und elektrischen Prüfprotokolle sind mit dem QR-Code der Charge verknüpft und werden sicher aufbewahrt 5 Jahre.

Ausrüstung und Fähigkeiten
Präzisions-CNC-Dreh-/Bohrzentren für OD/ID und Planbearbeitung
Automatisierte Hinterschneidungsmaschinen für präzise Isolationsschlitzgeometrie
Konzentration/Laufleistung: Mahr Rundheitsprüfgeräte und Präzisionsmessuhren
Elektrische Instrumente: Automatisierte Hi-Pot-Tester, Megohmmeter (IR) und Überspannungsprüfungsstationen
Ausgleichen: Dynamische Auswuchtmaschinen von Schenck
Inspektionslehren: Optische Komparatoren von Mitutoyo, kundenspezifische Gut/Schlecht-Lehrdorne und Lehrringe
Technische Unterstützung
Wenn Sie Zeichnungen oder Muster zur Verfügung stellen, kann unser Ingenieurteam Sie unterstützen:
Empfehlung des Kommutatortyps auf der Grundlage von Last/Drehzahl/Raum
Toleranzprüfung und Rückmeldung zur Herstellbarkeit
Vorschläge zur Isolierung/Unterschneidung für die Bürstenleistung
Schnelles Prototyping und Musterfreigabeverfahren
Was Sie für beste Ergebnisse senden sollten
2D-Zeichnung (PDF) + 3D-Modell (STEP/IGS/X_T/SolidWorks), falls vorhanden
Anwendungsdetails (Spannung/Strom/Drehzahl/Betrieb)
Zielmenge und Zeitplan

Verpackung und Versand
Zum Schutz der Kommutatorflächen und zur Erhaltung der Sauberkeit:
Korrosionsschutz: Alle Kupferkommutatoren sind verpackt mit VCI-Beutel (Volatile Corrosion Inhibitor) und Silikagel-Trockenmittel um eine Oxidation während des See- oder Lufttransports zu verhindern.
Mechanischer Schutz: Die Teile werden sicher in speziell geformten EPE-Schaumstoffwannen oder hochbelastbaren Schaumstoffwänden gelagert, um Kantenschäden und Kratzer zu vermeiden.
Eindeutige Kennzeichnung der Teile und Identifizierung der Bestellung für einen einfachen Empfang.
Angebot anfordern
Holen Sie sich innerhalb von 24 Stunden einen Kostenvoranschlag von einem Ingenieur ein.
Laden Sie Zeichnungen/Modelle hoch und nennen Sie uns die Anwendung - unser Ingenieurteam wird Ihnen ein DFM-Feedback oder ein präzises Angebot unterbreiten, sobald die Spezifikationen bestätigt sind.
Unterstützte Upload-Formate
PDF / DWG / STEP / IGS / X_T / SolidWorks / ZIP
+86 17820674273
Adresse
Taixing Wissenschafts- und Technologiepark, Nr. 3 Taixing Road, Dongguan City, Provinz Guangdong
Häufig gestellte Fragen
Wir stellen geformte Kommutatoren, V-Ring- und Schrumpfringkommutatoren her, einschließlich kundenspezifischer Designs auf der Grundlage von Zeichnungen oder Mustern.
Wenn keine Zeichnungen vorhanden sind, können wir ein Muster begutachten und die Hauptabmessungen, die Art der Struktur und die Prüfanforderungen bestätigen, bevor wir ein Angebot abgeben.
Zu den üblichen Prüfungen gehören Maßkontrolle, Rundlauf-/Konzentrizitätsprüfung, Hinterschneidungsprüfung, Sichtprüfung, Isolationswiderstand (IR), Hi-Pot und bei Bedarf Überspannungsprüfung.
Ja. Wir können Inspektionsberichte pro Auftrag oder pro Charge erstellen. Mustervorlagen für Berichte sind auf Anfrage erhältlich (sensible Daten können geschwärzt werden).
Zeichnungs-/Modelldateien, bevorzugter Kommutatortyp (falls vorhanden), Schlüsseltoleranzen, Anwendungsdetails (Spannung/Strom/Drehzahl/Betrieb), Menge und angestrebte Lieferzeit.
Verwandte Ressource
Bei XDC teilen wir unsere fundierten Kenntnisse über Kommutatoren, Fertigungsprozesse und Branchenerfahrung in unserem Blog. Wir laden Sie ein, diese Artikel zu lesen, um mehr über unser Fachwissen zu erfahren.
Kommutator-Funkenbildung und Verschleiß: Warum die Bürsten mit der Neutralebene des Motors fluchten müssen
Die neutrale Ebene des Motors ist die Betriebsposition, in der die Spule unter der Bürste den Strom mit der...

Quietschende Geräusche bei Gleichstrommotoren: Ist es die Kohlebürste oder der Kommutator?
Wenn ein Gleichstrommotor zu quietschen beginnt, ersetzen die meisten Leute zuerst die Bürsten. Manchmal funktioniert das. Manchmal geht das Geräusch...

Prüfen eines Kommutators auf Rundheit oder Rundlauf
Die meisten schlechten Messwerte beginnen, bevor der Indikator das Kupfer berührt. Das ist in der Regel der ganze Job, wirklich. Nicht das Messgerät....



