Kann die 3D-Drucktechnologie die Herstellung von Kommutatoren verbessern?
3D-Druck kann verbessern Kommutator Herstellung. Aber der Gewinn ist nicht das, worauf viele Menschen zuerst schauen.
Die fertige Oberfläche mit Bürstenkontakt lässt sich nicht wirklich in einem Schritt herstellen. Noch nicht, zumindest nicht in einer Weise, die die meisten Produktionsteams für eine breite Anwendung akzeptieren würden. Was es jedoch verbessert, ist die Kette um diese Oberfläche herum: Werkzeuge, Vorrichtungen, Prototypenkörper, Kleinserien, Kupfervorformlinge und einige Reparatur- oder Altteil-Szenarien, bei denen das Warten auf harte Werkzeuge immer weniger Sinn macht.
Diese Unterscheidung ist wichtig. Ein Kommutator ist nicht nur eine Kupferform. Er ist ein gleitendes elektrisches Kontaktsystem. Die Frage bei der Herstellung lautet also nie nur “kann das gedruckt werden”. Die eigentliche Frage ist viel schwieriger: Kann es gedruckt, fertiggestellt und montiert werden und dann Kontaktdruck, Strombelastung, Hitze, Vibrationen und Bürstenverschleiß überstehen, ohne ein neues Problem zu verursachen?.
Inhaltsverzeichnis
Warum die Herstellung von Kommutatoren schwieriger ist, als sie aussieht
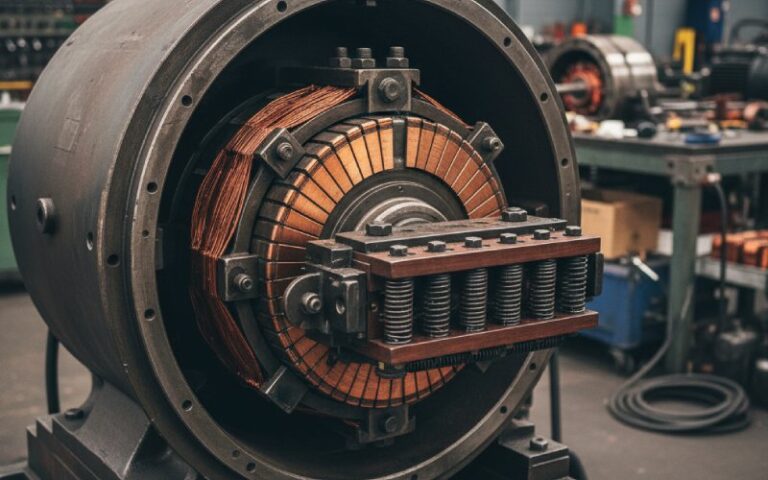
Ein Kommutator hat einen einfachen Umriss. Der Prozess dahinter ist nicht einfach.
Jedes Kupfersegment muss elektrisch isoliert sein. Die Geometrie muss bei Rotation stabil bleiben. Die Kontaktbahn muss rund laufen. Die Isolierung darf nicht auf der Kupferoberfläche aufliegen. Grate sind wichtig. Der Zustand der Kanten ist wichtig. Die Sauberkeit der Nuten ist wichtig. Ein kleiner Fehler auf dem Prüfstand kann zu starkem Bürstenverschleiß, instabiler Stromübertragung, Rauschen oder sichtbarer Funkenbildung führen, wenn das Teil unter Last steht.
Aus diesem Grund hat sich die herkömmliche Kommutatorfertigung hartnäckig gehalten. Es handelt sich nicht nur um ein Formgebungsverfahren. Es ist ein Formgebungs- und Kontaktkontrollverfahren.
Das ist auch der Grund, warum viele Behauptungen, der 3D-Druck werde die maschinelle Bearbeitung ersetzen, in diesem Punkt nicht zutreffen. Sie konzentrieren sich auf die Geometrie und ignorieren die Kontaktschnittstelle.
Die kurze Antwort: Ja, aber vor allem durch hybride Fertigung
Für die meisten realen Anwendungen ist die beste Antwort hybride Fertigung.
Das bedeutet, dass der 3D-Druck die Teile des Prozesses übernimmt, bei denen Flexibilität wichtig ist und der Oberflächenkontakt weniger kritisch ist. Die konventionelle Bearbeitung, das Schleifen, die Schlitzbearbeitung und die Inspektion übernehmen dann die Bereiche, in denen ein präziser elektrischer Kontakt nicht mehr verhandelbar ist.
Im Klartext:
- Drucken Sie die Support-Arbeiten
- Drucken der Prototypgeometrie
- Drucken Sie Kupfer dort, wo Verschwendung oder Komplexität schmerzen
- Gehen Sie nicht davon aus, dass die gedruckte Kontaktbahn für Bürsten bereit ist.
- Fertigstellung und Validierung der endgültigen Oberfläche wie bei einem echten Kommutator, da es sich um einen
Dies ist der nützliche Rahmen. Wenn dieser Rahmen klar ist, wird die Technologie leichter zu beurteilen.
Wo der 3D-Druck bei der Kommutatorproduktion tatsächlich hilft
1. Werkzeuge, Vorrichtungen und Halterungen
Dies ist der Einstieg mit dem geringsten Risiko und in vielen Geschäften auch der schnellste Ertrag.
Die Montage und Endbearbeitung von Kommutatoren hängt oft von kundenspezifischen Halte-, Ausrichtungs-, Trimm-, Positionierungs- und Prüfhilfen ab. Diese Teile sind in der Regel kleinvolumig, geometriespezifisch und lassen sich nur schwer auslagern. Genau hier bietet sich der 3D-Druck an. Eine gedruckte Vorrichtung kann die Reibung beim Einrichten verringern, die Versuchszyklen verkürzen und es dem Team ermöglichen, ein Hilfswerkzeug zu überarbeiten, ohne ein komplettes Werkzeugprojekt neu zu starten.
Für eine Standardproduktion mag das wenig erscheinen. Es ist nicht klein, wenn die Warteschlange steht.
2. Prototypische Isolatorkörper und Teile zur Designvalidierung
Bei der Entwicklung liegt der teure Fehler oft nicht im Kupfer. Er liegt darin, sich zu früh festzulegen.
Ein gedrucktes Gehäuse oder eine berührungslose Strukturkomponente kann dabei helfen, Abstände, Spulenführung, Montagereihenfolge, mechanische Passung, Auswuchtung und Wartungszugang zu überprüfen, bevor die endgültige Produktionsroute festgelegt wird. Das macht den 3D-Druck auch dann nützlich, wenn das gedruckte Teil nie zum Produktionsteil wird.
Dies ist eine der praktischeren Anwendungen bei der Kommutatorarbeit. Es erspart die Entscheidung für ein falsches Werkzeug.
3. Near-Net-Kupfervorformlinge für kundenspezifische Teile oder Kleinserien
An dieser Stelle wird die Diskussion etwas technischer.
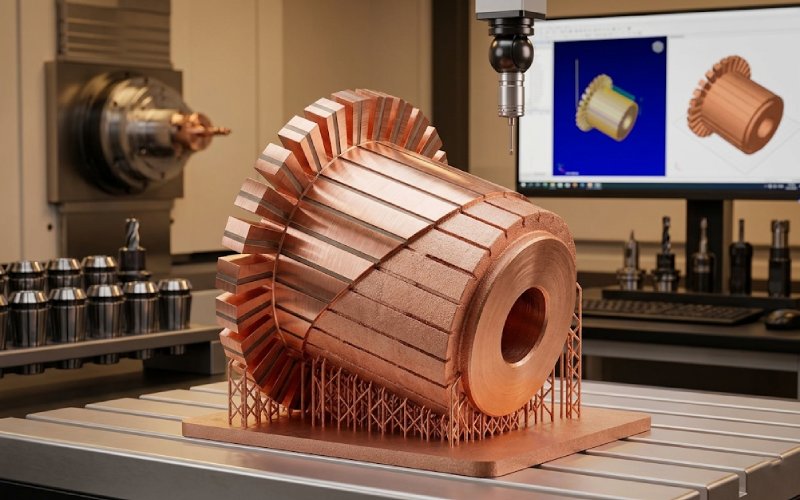
Die moderne additive Fertigung von Kupfer, insbesondere die Metallpulververfahren, sind inzwischen so weit fortgeschritten, dass dichte, hochleitfähige Kupferteile keine Theorie mehr sind. Unter optimierten Bedingungen wurde gedrucktes reines Kupfer mit etwa 98,9% relative Dichte und bis zu 100% IACS-Leitfähigkeit. Frühere Arbeiten zeigten auch gedrucktes reines Kupfer um 94 ± 1% IACS. Diese Zahlen sind ernst genug, um von Bedeutung zu sein. Sie verschieben die Debatte weg von der Frage, ob gedrucktes Kupfer überhaupt leitfähig ist, hin zu der schwierigeren Frage nach dem Oberflächenverhalten und der Prozessstabilität.
Für Kommutatoren bedeutet dies, dass eine gedruckte Kupfervorform in Fällen mit geringen Stückzahlen oder empfindlicher Geometrie nützlich sein kann. Nicht, weil die Maschine sofort einsatzbereit ist, sondern weil die leitfähige Masse mit weniger Abfall und mehr Designfreiheit als bei einigen subtraktiven Verfahren nahe an die endgültige Form gebracht wird.
Dann beginnt die eigentliche Arbeit. Drehen. Schleifen. Schlitzsäuberung. Konzentrizitätskontrolle. Oberflächenbearbeitung. Inspektion.
4. Ersetzen von Altgeräten und langsam drehenden Ersatzteilen
Es gibt eine schmale, aber wichtige Kategorie, in der der 3D-Druck mehr Sinn macht, als es zunächst den Anschein hat: alte Teile, spezielle Varianten, Ersatz für Serviceleistungen und eine Nachfrage, die eher in Schüben als in klaren Prognosen auftritt.
In diesen Fällen geht es weniger um die Stückkosten als vielmehr um die Vermeidung von harten Werkzeugen, die Verringerung des Lagerbestands und die Begrenzung der Vorlaufzeit. Hybride Produktionsmodelle werden oft aus genau diesem Grund untersucht: Additive Schritte können Ersatzteile in kleinen Stückzahlen und kundenspezifische Teile rentabler machen, während die konventionelle Endbearbeitung weiterhin die endgültige Funktion schützt.
Das ist kein universeller Sieg. Es ist ein situationsbedingter Sieg. Dennoch ein echter Sieg.
Wo der 3D-Druck noch Probleme macht
Endgültige Brush-Track-Qualität
Das ist die Mauer.
Die Bürstenkontaktfläche muss ein enges Betriebsfenster einhalten. Ist sie zu rau, steigt der Verschleiß. Zu glatt und das Filmverhalten kann instabil werden. Eine hohe Isolierung zwischen den Segmenten führt zu Problemen. Die Oberflächengeometrie muss über die gesamte Bahn kontrolliert werden, nicht nur an einer gemessenen Stelle. In den technischen Anleitungen für Kommutatoren und Schleifringe werden Rauheit, Glimmerzustand, Sitz und Oberflächenkontrolle seit langem als zentrale Zuverlässigkeitsvariablen behandelt, nicht als Reinigungsdetails.
Nun stellen Sie das neben den Kupferzusatz. Selbst bei hervorragender Leitfähigkeit ist die Oberflächenbeschaffenheit im Ist-Zustand oft nicht für den Einsatz in Gleitkontakten geeignet. Eine kürzlich durchgeführte Studie über Kupfer-Pulverbetten berichtet Ra um 8,27 µm im Ist-Zustand vor dem Polieren. Andere Arbeiten zeigen, dass die Oberflächenbeschaffenheit je nach Ausrichtung und Prozesseinstellung stark variieren kann. Mit anderen Worten: Das gedruckte Kupfer kann elektrisch vielversprechend sein, während es tribologisch für den Bürstenkontakt nicht geeignet ist.
Diese Lücke ist das zentrale Problem der Produktion.
Gedruckte leitfähige Polymere sind noch kein direkter Ersatz
Dieser Punkt sollte klar und deutlich gesagt werden.
Wenn ein kostengünstiger Filamentdruck zur Herstellung eines Serienkommutators verwendet werden soll, ist die Leitfähigkeitslücke noch zu groß. In veröffentlichten Arbeiten wurde festgestellt, dass hoch leitfähige 3D-Druckfilamente auf Thermoplastbasis 3.750 Mal weniger leitfähig als Kupfer vor der Metallisierung. Das macht sie nützlich für Modelle, einige experimentelle Vorrichtungen und ausgewählte plattierte Konzepte. Sie sind jedoch kein geeignetes Material für den endgültigen stromführenden Kontaktweg eines Produktionskommutators.
Ja, es gibt Dinge zu drucken. Die endgültige Bürstenspur gehört in der Regel nicht dazu, zumindest nicht ohne erhebliche Nacharbeiten.
Prozessvergleich: Was gedruckt werden sollte, und was nicht
| Aufgabe der Fertigung | 3D-Druck passend | Bester Anwendungsfall | Hauptnutzen | Wichtigste Einschränkung |
|---|---|---|---|---|
| Montagevorrichtungen und Lehren | Sehr hoch | Häufiges Umrüsten, Montage von Prototypen, Unterstützung bei der Inspektion | Schnelle Revision, geringere Verzögerung bei der Werkzeugherstellung | Die Lebensdauer der Halterung muss noch überprüft werden. |
| Prototypische Isolatorkörper oder Trägerformen | Hoch | Passgenauigkeitsprüfungen, Validierung der Streckenführung, Entwurfsiteration | Schnellere Entwicklungsschleife | Das Material entspricht möglicherweise nicht dem endgültigen thermischen oder dielektrischen Verhalten |
| Fast-Netz-Kupfer-Vorformlinge | Mittel | Kundenspezifische Teile in kleinen Stückzahlen, veraltete Ersatzteile, ungewöhnliche Geometrien | Weniger Abfall, mehr Formfreiheit, geringere Abhängigkeit von speziellen Werkzeugen | Endbearbeitung und Oberflächenveredelung sind noch erforderlich |
| Vollständige endgültige Bürstenbahn direkt aus dem Drucker | Niedrig | Nur experimentelle Arbeiten | Geometrie kann geformt werden | Oberfläche, Rundlauf, Grate, Isolationszustand und Verschleißverhalten bleiben einschränkend |
| Gedruckter Kommutator aus leitfähigem Polymer für den Einsatz in der Produktion | Sehr niedrig | Konzeptmodelle oder plattierte Versuche | Schnelligkeit und geringe Einrichtungskosten | Leitfähigkeit und Haltbarkeit liegen weit unter dem Bedarf für die Produktion auf Kupferbasis |
Kosten, Vorlaufzeit und Volumen: Der Entscheidungstisch Die meisten Artikel überspringen
Ein technisches Ja ist nicht immer gleichbedeutend mit einem Ja in der Produktion.
Bei Kommutatoren wird der 3D-Druck attraktiver, wenn das Teilevolumen gering ist, die Geometrie häufig geändert wird, die Werkzeugkosten schwer zu decken sind oder der Bedarf an Ersatzteilen ungewiss ist. Er wird weniger attraktiv, wenn das Volumen steigt und sich das Design stabilisiert. Bei hochvolumigen Standardteilen sind konventionelle Verfahren in Bezug auf Durchsatz, Wiederholbarkeit und Wirtschaftlichkeit pro Teil immer noch die bessere Wahl. Bei Teilen mit geringen Stückzahlen oder langsamen Bewegungen können additive Verfahren den Werkzeugaufwand verringern und die Lieferzeiten verkürzen, selbst wenn das gedruckte Teil später noch bearbeitet werden muss.
| Szenario | Wirtschaftlicher Nutzen des 3D-Drucks | Warum es funktioniert oder scheitert |
|---|---|---|
| Frühzeitige FuE und Designvalidierung | Stark | Designänderungen sind häufig, und die Vermeidung von harten Werkzeugen ist wichtiger als der Stückpreis. |
| Kundenspezifische Kommutatoren in kleinen Stückzahlen | Gut | Dedizierte Werkzeuge sind schwer zu amortisieren; netznahe Geometrie und gedruckte Vorrichtungen verringern die Verzögerung |
| Legacy-Ersatzteile | Gut bis sehr gut | Die Nachfrage ist sporadisch, die Lagerhaltung ist teuer, und die Vorlaufzeit ist oft wichtiger als die idealen Zykluskosten. |
| Mittelgroße stabile Produkte | Bedingt | Die hybride Verwendung kann bei Werkzeugen und Vorrichtungen hilfreich sein, aber nicht immer beim fertigen leitfähigen Teil. |
| Hochvolumige Standardkommutatoren | Schwach | Die konventionelle Produktion gewinnt in der Regel bei Durchsatz, Konsistenz und Kostenspanne |
Man kann es auch einfacher ausdrücken:
Der 3D-Druck ist am stärksten, wenn Ungewissheit teuer ist.
Das könnte eine unsichere Nachfrage sein. Ungewisse Geometrie. Ungewisse Lebensdauer. Oder einfach ein unsicherer Zeitpunkt.
Der beste praktische Weg heute: Ein hybrider Kommutator-Workflow
Wenn das Ziel ein brauchbarer Prozess und nicht eine Labor-Demo ist, sieht der Weg normalerweise so aus:
Schritt 1: Drucken Sie zuerst die risikoarmen Teile
Beginnen Sie mit Vorrichtungen, Nestern, Inspektionshilfen, Leitfäden und Prototypenkörpern. Diese bieten einen schnellen Prozesswert und stellen den Drucker nicht vor die Aufgabe, gleich am ersten Tag das schwierigste Problem mit den elektrischen Kontakten zu lösen.
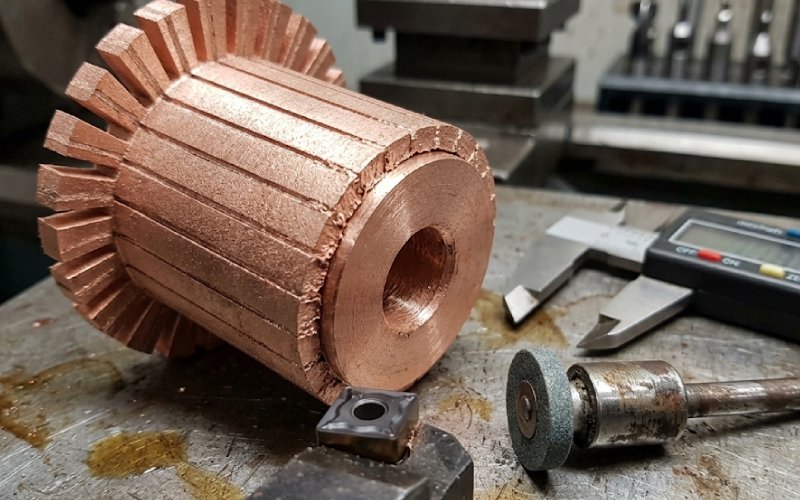
Schritt 2: Verwenden Sie den Metalldruck nur dort, wo Geometrie- oder Versorgungsengpässe dies rechtfertigen
Wenn ein Kupfervorformling gedruckt wird, belassen Sie das Material und die Toleranzstrategie für die nachfolgende Bearbeitung. Gehen Sie davon aus, dass die Kontaktzone kontrolliert bearbeitet werden muss. Es ist davon auszugehen, dass die Schlitze bereinigt werden müssen. Gehen Sie davon aus, dass die endgültige Leiterbahn über einfache Maßprüfungen hinaus geprüft werden muss.
Schritt 3: Bearbeiten Sie die Kontaktschnittstelle, als wäre sie das Produkt, denn sie ist
Der Kommutator mag viele Eigenschaften haben, aber die Bürste sieht vor allem eines: die Lauffläche.
Daher muss der Veredelungsprozess kontrolliert werden:
- Oberflächenrauhigkeit
- Rundlauf und Konzentrizität
- Segmentrandbedingung
- Entgraten
- Isolationsrückgang oder Hinterschneidung, wo erforderlich
- Sauberkeit vor Einbau und Prüfung
Dies ist der Punkt, an dem ein gedrucktes Teil entweder ein echtes Bauteil wird oder ein Prototyp bleibt.

Schritt 4: Validierung unter Betriebsbedingungen, nicht nur mit statischen Messungen
Kommutatoren versagen in der Bewegung. Unter Strom. Unter Hitze. Manchmal erst, nachdem ein ausreichender Bürstenweg die schwache Stelle freigelegt hat.
Die Validierung sollte also mehr als nur Leitfähigkeit und Abmessungen umfassen. Sie sollte das Verschleißmuster, die Kontaktstabilität, den Temperaturanstieg, die sichtbare Funkenbildung und die Oberflächenveränderung nach dem Einlaufen untersuchen. Elektrische Gleitkontaktsysteme reagieren empfindlich auf Tribologie und Strom gleichzeitig; eine gut aussehende Oberfläche vor der Prüfung ist nicht dasselbe wie eine stabile Oberfläche nach der Prüfung.
Wenn 3D-Druck die falsche Wahl für die Herstellung von Kommutatoren ist
Es lohnt sich, dies deutlich zu sagen, denn in vielen Artikeln wird dies vermieden.
3D-Druck ist die falsche Wahl, wenn:
- das Teil ist bereits standardisiert und wird in großen Mengen hergestellt
- die Geometrie ist einfach
- die Anforderungen an die Qualität der Bürstenbahnen sind hoch, und der Druckschritt bringt keine wirklichen Einsparungen
- der Prozess würde immer noch fast den gleichen Umfang an Nachbearbeitung erfordern
- Der Käufer hofft, dass das Drucken die Endbearbeitung, Inspektion und tribologische Validierung überflüssig macht.
Wenn das der Fall ist, kann der Drucker immer noch bei der Werkzeugherstellung helfen. Für den Kommutator selbst ist er möglicherweise nicht hilfreich.
Das ist immer noch nützlich. Nur in kleinerem Umfang.
Eine bessere Art, die ursprüngliche Frage zu stellen
Anstatt zu fragen:
Kann man mit 3D-Druck einen Kommutator herstellen?
Eine sinnvollere Frage wäre:
Welche Bereiche der Kommutatorfertigung profitieren von additiven Verfahren, und wo dominiert noch die konventionelle Fertigung?
Ist die Frage erst einmal so formuliert, verschwindet der größte Teil der Verwirrung.
Die Antwort liegt auf der Hand:
- Additive Verfahren eignen sich gut für Flexibilität, die Anpassung kleiner Stückzahlen, komplexe Trägergeometrien und netznahe Vorformlinge.
- An der endgültigen Gleitkontaktfläche dominiert nach wie vor die konventionelle Endbearbeitung.
- Die erfolgreichste Strategie ist derzeit eine Hybridstrategie.
Häufig gestellte Fragen
Ist der 3D-Druck für produktionsreife Kommutatorsegmente geeignet?
Manchmal für die Vorform, selten für die endgültige bürstenfertige Oberfläche in einem Schritt. Bei der Verwendung in der Produktion wird die leitfähige Masse in der Regel formnah gedruckt und die Lauffläche anschließend mit herkömmlichen Präzisionsverfahren bearbeitet.
Welches 3D-Druckverfahren ist für die Entwicklung von Kommutatoren am wichtigsten?
Für nichtleitende Trägerteile ist der Druck auf Polymerbasis oft ausreichend. Für die Entwicklung von leitfähigem Kupfer sind Metallpulververfahren der relevantere Weg, da sie dichtes Kupfer mit viel höherer elektrischer Leistung herstellen können als der leitfähige Polymerdruck.
Kann ein gedruckter Kupferkommutator eine akzeptable Leitfähigkeit erreichen?
Ja, auf der Materialseite hat sich viel getan. Dicht gedrucktes reines Kupfer kann eine Leitfähigkeit erreichen, die der von geglühtem Kupfer nahe kommt und in einigen optimierten Fällen sogar gleichwertig ist. Aber Leitfähigkeit allein ist nicht genug. Die Oberflächenbeschaffenheit, die Kontrolle der Porosität und die Stabilität der Bürstenspuren entscheiden immer noch darüber, ob das Teil brauchbar ist.
Reduziert der 3D-Druck die Herstellungskosten für Kommutatoren?
In einigen Fällen, ja. Meistens dann, wenn die Stückzahlen gering sind, die Geometrie häufig geändert wird oder die Werkzeugkosten ansonsten überwiegen würden. Bei einer stabilen Großserienproduktion verschiebt sich die Wirtschaftlichkeit oft zurück zu konventionellen Methoden.
Kann der 3D-Druck die Vorlaufzeit für kundenspezifische Kommutatoren verkürzen?
In der Regel ja, vor allem bei Entwicklungsteilen, Vorrichtungen, Prototypengehäusen und ausgewählten Ersatzteilen in kleinen Stückzahlen. Der Gewinn an Durchlaufzeit ergibt sich oft aus der Vermeidung spezieller Werkzeuge und dem Drucken auf Anfrage, nicht aus der Eliminierung der Endbearbeitung.
Was ist heute das größte technische Hindernis?
Die letzte Gleitkontaktfläche. Ein Kommutator kann dort weniger Unsicherheiten vertragen als viele andere Kupferteile. Diese eine Oberfläche trägt einen Großteil des Fertigungsrisikos.
Endgültige Antwort
Der 3D-Druck kann die Herstellung von Kommutatoren verbessern. Das tut er bereits, und zwar an den richtigen Stellen.
Der größte Wert liegt heute nicht darin, einen fertigen Kommutator zu drucken und ihn direkt zur Montage zu schicken. Der eigentliche Wert liegt in der schnelleren Werkzeugerstellung, der schnelleren Iteration, der Flexibilität bei kleinen Stückzahlen, der kupfernahen Geometrie und der besseren Unterstützung für die Ersatzteil- oder Sonderfertigung.
Für die endgültige Bürstenkontaktspur gelten jedoch noch die alten Regeln. Oberflächenqualität. Rundlauf. Zustand der Segmente. Kontrolle der Isolierung. Prüfung unter Last.
Die beste Antwort ist also nicht “alles drucken”.”
Das ist einfacher.
Drucken Sie, was von der Flexibilität profitiert.
Maschine, die Gewissheit verlangt.
Behandeln Sie die Kontaktfläche wie das Produkt.