Come controllare la rotondità o la dispersione di un commutatore
La maggior parte delle letture errate inizia prima che l'indicatore tocchi il rame.
Di solito è l'intero lavoro, in realtà. Non l'indicatore. Non il numero. Il dato. Se l'armatura non è riferita ai perni dei cuscinetti o ai centri reali, la lettura può apparire come un commutatore quando in realtà si tratta di un errore dell'albero, del perno o di un problema di impostazione. Utilizziamo i blocchi a V per uno schermo veloce. Per il giudizio finale, preferiamo che l'armatura ruoti sullo stesso asse su cui la macchina vivrà effettivamente.
Nella nostra fabbrica, abbiamo diviso il controllo in due domande:
- La pista delle spazzole ruota in modo fedele all'asse dell'albero? Questo è il runout.
- La superficie del rame rimane rotonda e uniforme, da barra a barra, su tutta la larghezza di lavoro? Questa è la parte che molti saltano e poi si chiedono perché la macchina faccia ancora scintille.
Un commutatore può superare un controllo TIR casuale ed essere comunque sbagliato. Una barra alta. Un piatto poco profondo. Mica troppo alta. Un rotore freddo che si guasta solo a caldo. Si tratta di guasti diversi. Stesso sintomo per le spazzole.
Indice
Cosa controlliamo prima di registrare un numero
Non mettiamo un indicatore su una superficie sporca, imbrattata e sporca di rame e pretendiamo che il numero significhi qualcosa. La pista delle spazzole viene pulita per prima. Le fessure vengono liberate. La polvere di carbonio e i detriti sciolti vengono eliminati. Quindi si ispezionano i segni di arco, le vaiolature, le bruciature dei bordi scuri, i piatti e le barre in rilievo evidenti. Se la traccia mostra già una barra lucida seguita da barre ruvide o bruciate, la consideriamo un modello a barre alte fino a prova contraria.
Poi controlliamo la configurazione:
- perni o centri dei cuscinetti puliti e non danneggiati
- nessuna oscillazione del metodo di supporto
- armatura ruotata lentamente a mano, non scattata durante un giro
- punta dell'indicatore sufficientemente squadrata rispetto alla superficie per evitare una falsa lettura
- misurazione effettuata in prossimità dell'effettivo percorso della spazzola, non in un punto comodo ma irrilevante
Il nostro metodo di fabbrica per controllare la corsa del commutatore
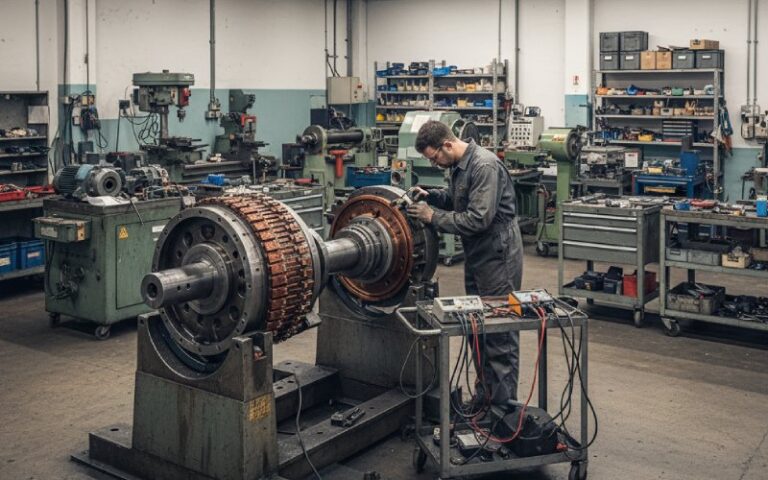
1) Riferimento all'asse corretto
Per una rapida ispezione in ingresso, i blocchi a V sui cuscinetti vanno bene. Per l'impostazione della lavorazione o l'accettazione finale, indichiamo prima i perni dei cuscinetti e centriamo l'indotto. Se i perni non scorrono in modo corretto, la lettura del commutatore è già contaminata. Nei lavori di ricostruzione, teniamo i perni molto stretti prima di eseguire qualsiasi taglio.
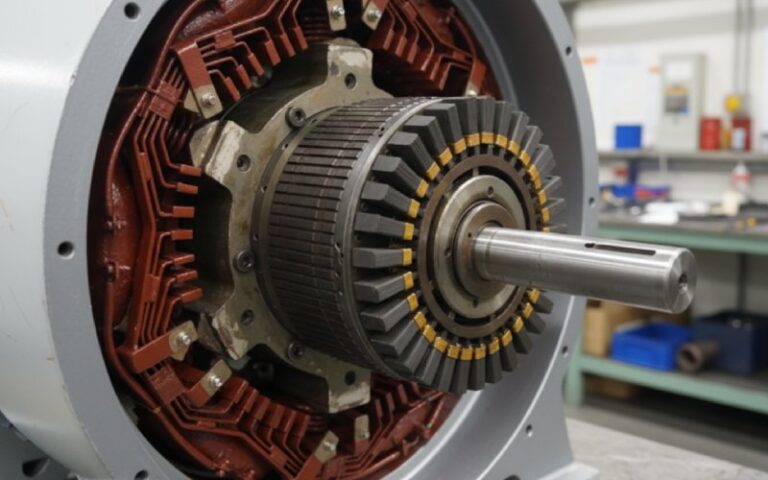
2) Posizionare il comparatore sul binario delle spazzole
L'indicatore viene posizionato sulla superficie del commutatore, dove passa effettivamente la spazzola. Non sull'estremità del montante. Non su un bordo danneggiato se la pista di lavoro è altrove. Quindi ruotiamo di un giro completo e registriamo l'escursione totale dell'indicatore, dal punto più basso al punto più alto. Questo numero è utile, ma non è l'intera storia.
3) Ripetere in più di una posizione assiale
Controlliamo vicino a un bordo della traccia della spazzola, poi vicino all'altro bordo, quindi vicino al centro se la larghezza è sufficiente. Perché. Perché la conicità e la forma della canna si nascondono all'interno di un numero. Un commutatore può sembrare accettabile al centro, ma può comunque dare un calcio alla spazzola sul bordo.
4) Controllare l'altezza della barra adiacente, non solo il TIR completo.
È qui che i commutatori difettosi sopravvivono alle ispezioni deboli. Una macchina può tollerare meglio un modesto runout complessivo che un brusco passaggio da barra a barra. Sul nostro banco, la differenza tra le barre adiacenti viene controllata ogni volta che la pista delle spazzole mostra un problema localizzato o quando la storia delle scintille è già nota. Le barre alte e le camme creano un sollevamento della spazzola, quindi le barre successive subiscono il danno.
5) Confrontate il numero con la severità della macchina, non con un'idea fantasiosa.
Molte lavorazioni industriali utilizzano ancora 0,05 mm / 0,002 in come limite pratico di schermatura per il runout totale. Questo non è universale. Le velocità periferiche più elevate sono più rigide. Alcuni criteri di riparazione abbassano il TIR massimo a circa 0,038 mm / 0,0015 in, con un controllo dei quadranti ancora più stretto, mentre l'altezza della barra adiacente rimane intorno a 0,005 mm / 0,0002 in.
Guida alle tolleranze di lavoro che utilizziamo in officina
| Controllare l'articolo | Guida pratica alla fabbrica | Cosa ci dice |
|---|---|---|
| Schermata rapida del runout totale | ≤ 0,05 mm / 0,002 in | Buon limite di partenza per molti commutatori industriali |
| Gradino del bar adiacente | ≤ 0,005 mm / 0,0002 in | Aiuta a catturare le barre alte che una lettura TIR ampia nasconde |
| Servizio a più alta velocità Deviazione totale | spesso serrati a 0,038 mm / 0,0015 in | La stabilità della spazzola diminuisce con l'aumento della velocità della superficie |
| Impostazione del diario prima della rotazione | circa 0,013 mm / 0,0005 in o migliore | Impedisce il taglio di un commutatore “vero” su un asse falso |
| Rugosità superficiale post-lavorazione | circa Ra 0,9 - 1,8 µm per le unità industriali | Abbastanza liscio per la durata della spazzola, non filettato, non lacerato |
Questi sono valori di officina, non sostituiscono il disegno della macchina. Se la classe della macchina è severa, si stringe. Se l'anamnesi dice che la spazzola è sensibile, si stringe di nuovo.
Come si distinguono i problemi di rotondità da quelli di scorrimento
Questa parte viene tralasciata.
Se il commutatore mostra un aumento e una diminuzione sinusoidale costante su un giro, si sospetta innanzitutto un errore dell'asse, un'eccentricità o un errore di impostazione/riferimento. Se l'indicatore rimane per lo più calmo e poi salta in un punto, di solito si tratta di un problema di barra locale, piatto, ammaccatura o mica sollevata. Se la lettura a freddo è accettabile ma la macchina si comporta male solo in condizioni di velocità e carico, si inizia a pensare a barre allentate o a una condizione di barre alte termicamente attive. Un commutatore può essere rotondo al banco e cattivo in servizio. Questo può accadere.
Alcuni modelli che utilizziamo:
| Schema di lettura | Causa probabile | Cosa facciamo adesso |
|---|---|---|
| Oscillazione fluida e ripetibile una volta al giro | Configurazione eccentrica, problema del perno, albero piegato, runout reale | Ricontrollare l'origine e i perni prima di toccare il rame. |
| TIR piccolo, un picco brusco | Barra alta, bava, mica sollevata, danni locali | Ispezione dell'altezza della barra e delle condizioni della scanalatura |
| Accettabile a freddo, instabile a caldo | Barra allentata o movimento termico | Controllare le condizioni di serraggio, lo storico della manutenzione, i segni di riconoscimento della spazzola |
| Buona geometria, ancora scintille | Spazzola, pressione della molla, movimento del supporto, problema elettrico | Smettere di incolpare il rame e ispezionare il resto del sistema |
Se il commutatore è fuori uso, cosa si fa ora?
Se la superficie è solo leggermente segnata e la geometria è ancora entro i limiti, si può procedere a una leggera ravvivatura e a un nuovo controllo. Se il runout o l'altezza della barra locale è fuori limite, il commutatore viene tornito o rettificato. Dopodiché, non lasciamo una finitura filettata. Vogliamo una superficie pulita e fine. Nelle unità industriali, una rugosità post-lavorazione intorno a Ra 0,9 - 1,8 µm è un obiettivo ragionevole. Se si va oltre, l'usura delle spazzole aumenta.
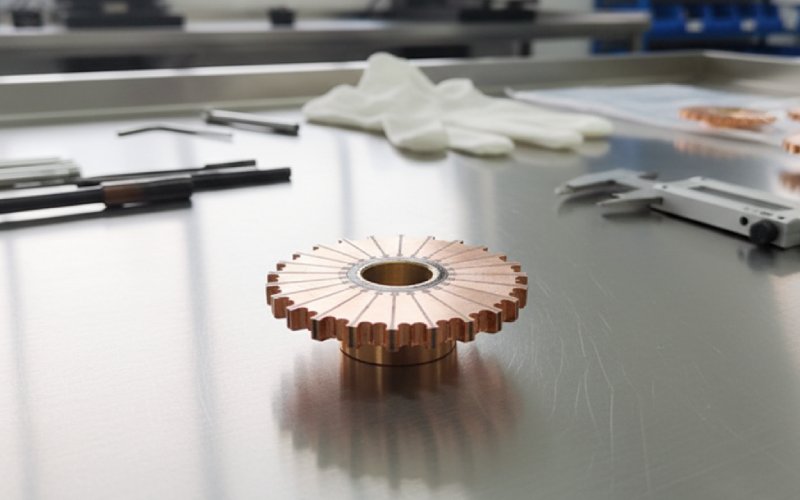
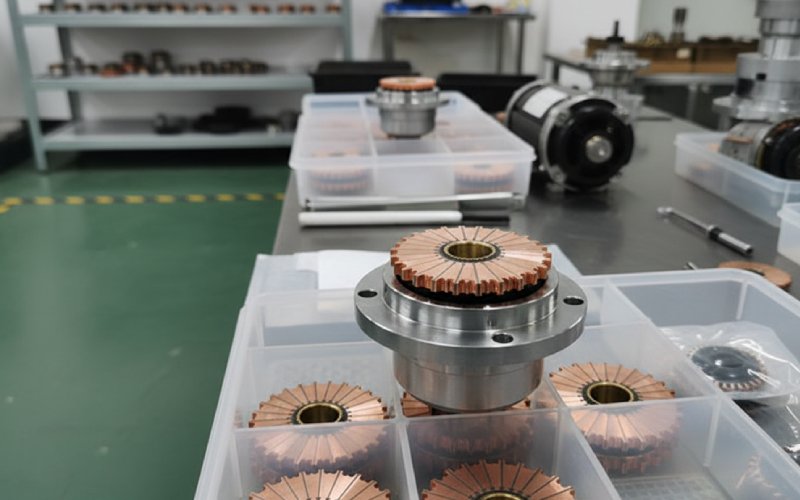
Poi le fessure. Ispezionare sempre le fessure.
Dopo la lavorazione, la mica deve trovarsi di nuovo sotto il rame, senza bave trascinate sui bordi della barra. Una regola pratica del banco è quella di ripristinare una profondità di sottosquadro reale piuttosto che un graffio simbolico: spesso circa lo spessore della mica, e su molti progetti approssimativamente Da 1 a 1,5 volte la larghezza della fessura, seguito da un leggero smusso in modo che il pennello non colpisca il bordo tagliente del rame ad ogni cambio di segmento.
Se un commutatore sviluppa ripetutamente la stessa zona di barra alta dopo la pulizia, smettiamo di tagliare e iniziamo a cercare le cause strutturali: barre allentate, serraggio debole, problemi all'albero o ai cuscinetti, vibrazioni, movimento del portaspazzole. La ri-lavorazione di un bersaglio in movimento non fa altro che produrre un guasto regolare.
La versione breve dal nostro banco di produzione
Non chiediamo: “Il commutatore è abbastanza rotondo?”.”
Chiediamo:
- L'asse di riferimento è affidabile
- La traccia della spazzola è vera su un giro completo
- C'è una sola barra che si erge orgogliosa
- La superficie rimane stabile quando è calda
- La lavorazione ha ripristinato la profondità della scanalatura, lo smusso e la finitura.
Questa sequenza trova il problema più velocemente rispetto alla ricerca di un singolo numero.
Domande frequenti
Qual è la differenza tra la rotondità del commutatore e il runout?
La rotondità è la forma della superficie del rame stesso. Il runout è il modo in cui tale superficie si sposta rispetto all'asse dell'albero durante la rotazione. In servizio, le spazzole reagiscono per prime al runout. In fase di riparazione, la scarsa rotondità spesso si manifesta con problemi locali alla barra, anche quando il runout totale sembra accettabile.
Posso controllare la corsa del commutatore solo con i blocchi a V?
Sì, per lo screening. No, non come migliore risposta finale per un lavoro critico. I blocchi a V sono veloci, ma possono mescolare l'errore di supporto nella lettura. Per la lavorazione di finitura e l'accettazione, la misurazione dai perni dei cuscinetti o dai centri veri è più affidabile.
Qual è un valore accettabile per il runout del commutatore?
Per molte applicazioni industriali, 0,05 mm / 0,002 in TIR è un limite pratico comune. Le macchine più veloci o più sensibili sono spesso tenute più strette, e l'altezza della barra adiacente rimane di solito intorno a 0,005 mm / 0,0002 in max. Utilizzare il disegno della macchina, se disponibile. Utilizzare il limite più severo quando il servizio è severo.
Se il runout totale è accettabile, posso ignorare la variazione da barra a barra?
Una barra alta può sollevare la spazzola e danneggiare le barre immediatamente successive, anche quando il TIR complessivo non sembra drammatico. Ecco perché durante l'ispezione separiamo il runout generale dall'altezza locale delle barre.
La mica deve essere sottoposta a taglio dopo la tornitura?
Se la lavorazione riduce il sottosquadro esistente, disturba il bordo o lascia bave, sì. La scanalatura deve avere una profondità sufficiente affinché la mica rimanga al di sotto del rame durante le prime fasi di usura, e i bordi della barra devono avere un leggero smusso in modo che la transizione della spazzola rimanga pulita.
Perché un commutatore passa l'ispezione a freddo ma fa scintille in servizio?
Di solito perché il controllo a freddo non ha rilevato una condizione di servizio: barre allentate, movimento termico, vibrazioni, scarsa libertà del portaspazzole, variazione della pressione della molla o un altro guasto meccanico/elettrico esterno al rame stesso. La lettura del banco a freddo è utile. Non è una garanzia.