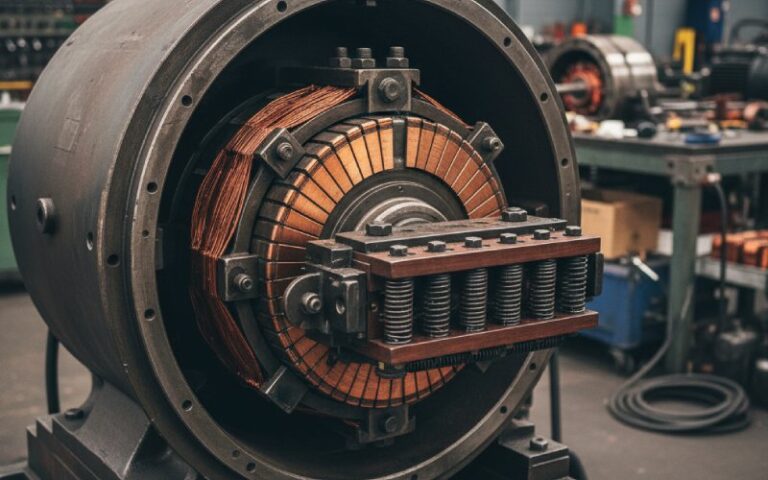
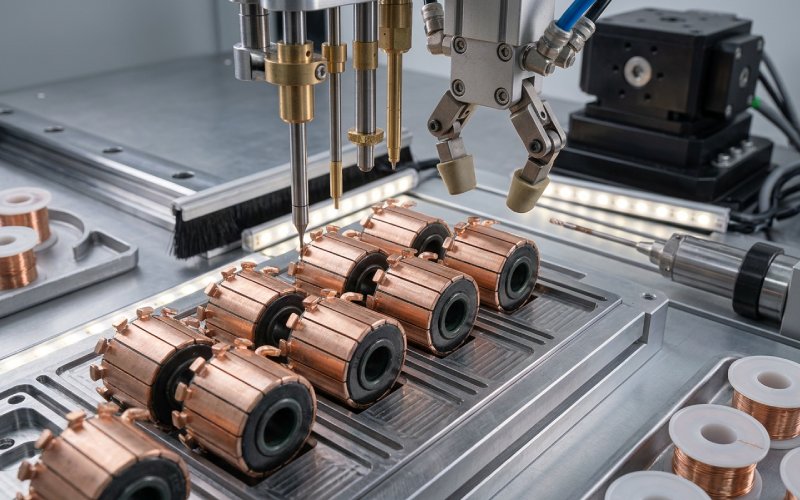
Processo di produzione del commutatore: Dai segmenti di rame ai pezzi finiti
Il processo di produzione dei commutatori di solito comprende la preparazione dei nastri di rame, la tranciatura e la formatura dei segmenti, lo stampaggio dell'isolante, l'indurimento, la lavorazione del foro e del diametro esterno, il taglio della mica e l'ispezione finale. Nella nostra fabbrica, questa sequenza non viene trattata come una serie di operazioni separate. È un unico sistema. Se la prima lavorazione del rame va alla deriva, il binario a spazzole la riprende in un secondo momento.
Per gli acquirenti che si riforniscono commutatori personalizzati per motori in c.c., motori universali, motorini di avviamento e insiemi di armature, La vera domanda non è “quali sono le fasi”. La vera domanda è dove il processo di solito diventa instabile e cosa un produttore controlla effettivamente prima che il pezzo raggiunga la linea di avvolgimento o la linea di assemblaggio del motore.
Non usiamo la lavorazione per nascondere uno stampaggio debole. Non usiamo l'ispezione per giustificare l'instabilità della formatura dei segmenti. E non chiamiamo un commutatore finito perché la superficie di rame sembra pulita in un vassoio.
Indice
Selezione della striscia di rame per i segmenti del commutatore
Si parte dal comportamento del rame, non dalle dimensioni finite.
La conducibilità è importante. Così come la formabilità. Così come il comportamento del materiale dopo lo stampaggio, la formatura a gancio, la polimerizzazione e la tornitura finale. Un nastro di rame che sembra a posto sul certificato può ancora creare problemi in produzione se il ritorno elastico è incoerente o se le condizioni del bordo cambiano troppo da bobina a bobina.
Ecco perché il controllo del materiale in entrata non si limita allo spessore e alla chimica. Osserviamo anche la risposta alla formatura, la tendenza alla bava e la stabilità del nastro durante il contatto ripetuto con l'utensile. Un segmento che si scontra con l'utensile all'inizio di solito causa più problemi in seguito, non meno.
Per Produzione di commutatori OEM, È facile sottovalutare questa parte. Gli acquirenti si concentrano spesso sul diametro esterno, sul numero di segmenti o sullo stile di connessione. È giusto così. Ma se le condizioni del rame sono sbagliate, il resto del percorso diventa un lavoro di correzione.
Tranciatura e formatura del segmento del commutatore
È qui che inizia l'instabilità nascosta.
La tranciatura non riguarda solo il taglio del profilo. Abbiamo bisogno di una larghezza stabile, di una qualità del bordo ripetibile, di una direzione controllata delle bave e di una planarità prevedibile. Se le bave girano nel verso sbagliato o il bordo inizia a strapparsi invece di tagliarsi in modo netto, le operazioni successive ne risentono. La pulizia delle scanalature peggiora. La qualità del bordo della barra peggiora. La consistenza dell'area del gancio peggiora.
Poi viene la formazione dei segmenti.
Per i commutatori a gancio e a montante, formiamo le caratteristiche di connessione mentre il rame si comporta ancora in modo controllato. Non perché ciò appaia più pulito in un diagramma di processo. Perché una volta che il segmento è assemblato nel corpo, la correzione diventa più lenta e costosa. A volte è impossibile.
Anche le caratteristiche di chiusura interna sono importanti. Linguette, codoli, sottosquadri, chiavi meccaniche. I diversi progetti utilizzano geometrie diverse, ma il punto rimane lo stesso: il rame deve rimanere bloccato quando il rotore è sottoposto a calore, velocità, pressione delle spazzole e vibrazioni. Un segmento che supera l'ispezione iniziale e si sposta successivamente è uno dei difetti più costosi in questo settore.
Stampaggio dell'isolamento del commutatore e bloccaggio del segmento
L'isolamento non è un separatore passivo.
In un commutatore di produzione, l'isolamento svolge tre funzioni contemporaneamente. Impedisce il cortocircuito elettrico tra i segmenti. Mantiene la posizione dei segmenti. Aiuta l'intero corpo a rimanere dimensionalmente stabile durante la polimerizzazione, la lavorazione, il montaggio dell'albero e la manutenzione.
Per questo motivo non trattiamo l'isolamento come un riempimento.
A seconda del progetto, la costruzione può utilizzare pezzi isolanti discreti, sistemi di resina stampata o una struttura di chiusura combinata che fissa le barre di rame nel corpo. Ciò che conta non è il linguaggio della brochure sul materiale. Ciò che conta è se il sistema di isolamento mantiene il segmento al suo posto quando il rame e la resina si muovono in modo diverso sotto il calore.
Anche la pulizia è più importante di quanto si pensi. Piccole contaminazioni nella cavità o tra le interfacce dei segmenti possono manifestarsi in seguito come false variazioni di altezza, sedi instabili o bagliori locali che vengono scambiati per un problema di lavorazione. Non era un problema di lavorazione. È iniziato prima.
Polimerizzazione e stabilizzazione strutturale
Un corpo commutatore non completamente assestato lo rivelerà prima o poi.
A volte durante l'alesatura. A volte durante la tornitura OD. A volte quando il pezzo viene premuto sull'albero. A volte solo dopo che l'armatura è stata sottoposta a carico e temperatura.
Quindi la polimerizzazione non è solo una casella da spuntare per tempo e temperatura. Cerchiamo una vera stabilità strutturale. Restringimenti non uniformi, tensioni intrappolate, movimenti dei segmenti durante la polimerizzazione, supporto debole nell'attrezzatura: tutto ciò si ripercuote direttamente sul runout, sulla dispersione dell'altezza dei segmenti e sulla consistenza del press-fit.
Una cura affrettata è una di quelle decisioni che sembrano efficienti per qualche ora e poi iniziano a far pagare gli interessi.
Per commutatori d'armatura personalizzati, Questa fase è ancora più importante quando il progetto utilizza segmenti sottili, un numero maggiore di segmenti o condizioni di montaggio più strette. I corpi piccoli non perdonano il movimento. I corpi grandi non lo nascondono.
Formazione del gancio o del montante e collegamento dell'armatura
L'area di connessione merita una propria finestra di processo.
Per i commutatori a gancio, l'inserimento del filo e la forza di formazione devono rimanere all'interno di un intervallo ristretto. Se il controllo è troppo scarso, il giunto diventa instabile. Se la forza è eccessiva, il rame si rompe, l'isolamento si danneggia o la geometria si sposta prima della finitura.
La stessa logica si applica alla progettazione dei riser. Il collegamento deve reggere dal punto di vista elettrico e meccanico. Non in un campione. Nel volume.
Quando valutiamo questa parte del percorso, non chiediamo solo se il filo può essere collegato. Ci chiediamo se la resistenza del giunto rimane costante, se l'apporto di calore rimane controllato durante la fusione o la saldatura e se la struttura circostante rimane intatta dopo la realizzazione del collegamento.
Questo è importante in Armature di motori CC, rotori di motori universali, armature del motorino di avviamento, e applicazioni ad alto numero di cicli in cui il riscaldamento locale di una connessione difettosa non rimarrà tale a lungo.
Lavorazione del commutatore: Alesaggio, OD e tornitura frontale
La lavorazione deve rivelare la geometria, non inventarla.
Utilizziamo la lavorazione di finitura per portare il commutatore alle dimensioni finali del foro, al diametro esterno, alle condizioni della faccia e alla concentricità. Ma non è con la lavorazione che un processo debole diventa un buon processo. Si limita a mettere a nudo ciò che le fasi precedenti avevano già deciso.
Durante la lavorazione del foro, ci preoccupiamo delle dimensioni, della rotondità, delle condizioni superficiali e del comportamento di montaggio. Se il foro è instabile, l'assemblaggio dell'albero diventa instabile. Se è troppo allentato, il commutatore può muoversi. Se è troppo stretto, qualcosa inizia a cedere per primo.
Durante la tornitura OD e frontale, il comportamento del rame dice rapidamente la verità. Se il rame si macchia, se i trucioli si trascinano sulla superficie, se i bordi della barra iniziano a rotolare, se l'altezza del segmento varia troppo dopo la pulizia, non diamo la colpa all'utensile. Controlliamo il processo a monte.
Una buona superficie di corsa non è lucidata a specchio. È controllata. La pista della spazzola deve stabilirsi in modo pulito e rimanere stabile. Una superficie troppo ruvida non va bene. Anche una superficie troppo liscia è negativa. Una superficie dall'aspetto lucido non è automaticamente una superficie migliore.
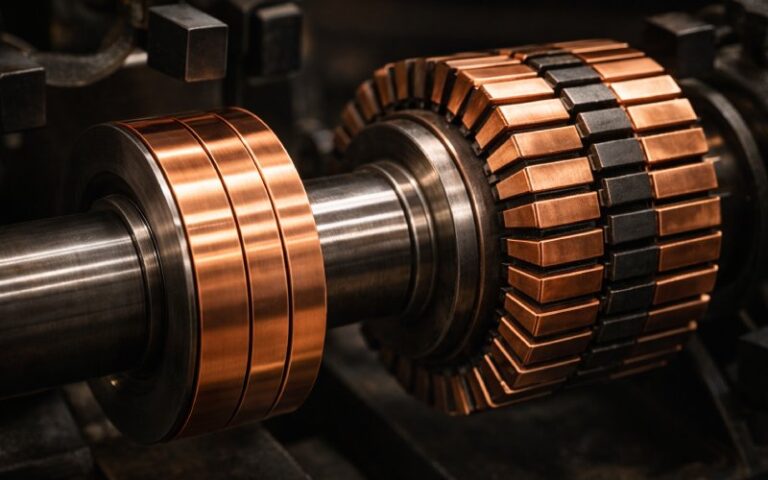
Sottotaglio della mica e smussatura del bordo delle barre
Questa fase viene spesso descritta come lavoro di finitura. Questo è tecnicamente corretto. Ma è anche fuorviante.
Sottosquadro della mica influisce direttamente sul comportamento della commutazione. Se l'isolamento è troppo alto, la spazzola inizia a percorrere la geometria sbagliata. Se la scanalatura è sporca, le schegge di rame rimangono in gioco. Se i bordi della barra sono lasciati aggressivi dopo il sottosquadro, l'usura della spazzola e le scintille diventano più facili da innescare.
Quindi controlliamo tre cose insieme:
- profondità di sottosquadro
- pulizia delle fessure
- condizione del bordo della barra
Non uno per uno. Insieme.
La smussatura dei bordi delle barre segue la stessa logica. Una smussatura corretta elimina la transizione netta che può danneggiare il percorso del pennello, ma deve rimanere controllata. Se è troppo piccolo, il bordo rimane rischioso. Se è troppo grande, la larghezza di contatto utile si riduce senza motivo.
Questo è uno dei motivi più comuni per cui un commutatore può sembrare accettabile a un semplice esame visivo e tuttavia comportarsi male in servizio.
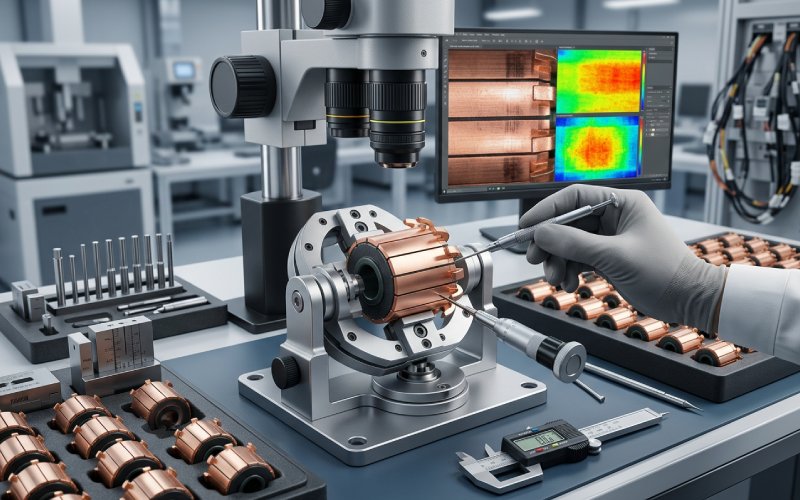
Ispezione finale dei commutatori personalizzati
L'ispezione finale deve seguire le modalità di guasto, non solo la tolleranza del disegno.
Si ispezionano le dimensioni. OD, ID, lunghezza, numero di segmenti, caratteristiche relative al passo, se del caso. Ma l'ispezione di livello produttivo va oltre. Osserviamo anche il rapporto tra l'altezza dei segmenti, il runout, la consistenza del foro, le condizioni della superficie, la qualità della scanalatura di isolamento e la stabilità della zona di connessione.
Per alcuni progetti, i controlli elettrici sono importanti quanto i controlli dimensionali. La coerenza tra i segmenti dice cose che l'aspetto non può dire. Così come il comportamento di montaggio. Così come la stabilità dopo la lavorazione.
Un commutatore finito deve fare quattro cose senza discussioni:
- montare in modo pulito
- eseguire vero
- presentare una pista stabile per le spazzole
- mantenere il comportamento dei segmenti coerente su tutta la circonferenza
Se prima dell'assemblaggio ha solo un bell'aspetto, non è finito.
Tabella di controllo del processo: Dove i commutatori di solito sbagliano
| Fase del processo | Ciò che controlliamo con più forza | Modalità di guasto tipica | Cosa correggiamo per primo |
|---|---|---|---|
| Preparazione della striscia di rame | Stabilità dello spessore, risposta alla formatura, tendenza alla bava | Comportamento incoerente dei segmenti nei vari lotti | Finestra del materiale, verifica in entrata, condizione del nastro |
| Soppressione del segmento | Larghezza, qualità del bordo, direzione della bava, planarità | Bordi strappati, contaminazione delle fessure, bordi delle barre instabili | Limiti di usura dell'utensile, gioco di tranciatura, revisione dei bordi |
| Formazione del segmento | Geometria del gancio/riser, ripetibilità della funzione di bloccaggio | Ganci incrinati, sedi deboli, geometria spostata | Carico di formatura, finestra di durezza del rame, condizione di stampo progressivo |
| Modanatura dell'isolamento | Posizione del segmento, pulizia della cavità, consistenza del riempimento | Variazione di altezza, flash, movimento nascosto dopo la polimerizzazione | Metodo di fissaggio, pulizia della cavità, parametri di stampaggio |
| Polimerizzazione | Tempo, temperatura, supporto per il fissaggio, rilascio dello stress | Deriva del runout, movimento durante l'alesaggio o il montaggio dell'albero | Ciclo di polimerizzazione, tenuta di stabilizzazione, supporto per il fissaggio |
| Lavorazione del foro e del diametro esterno | Concentricità, controllo dei trucioli, condizioni della superficie | Rame sbavato, bordi delle barre arrotolati, accoppiamento instabile | Condizioni dell'utensile, parametri di taglio, trace-back a monte |
| Sottosquadro della mica | Profondità, pulizia delle scanalature, rimozione delle bave | Mica alta, vibrazioni del pennello, scintille, bruciatura dei bordi | Taglio, pulizia, finitura dei bordi |
| Ispezione finale | Runout, integrità dei segmenti, consistenza superficiale ed elettrica | Instabilità del campo che non è stata rilevata da semplici controlli visivi. | Esame delle cause, non solo cernita |
Vedete mica alta, tracce di spazzole instabili o usura irregolare dei segmenti sui vostri pezzi attuali? Inviateci i vostri disegni o campioni fallati per una revisione tecnica. Di solito identifichiamo più rapidamente il punto debole del processo quando possiamo vedere insieme la geometria del pezzo e il sintomo di servizio.
Cosa devono verificare gli acquirenti prima di ordinare un commutatore personalizzato
Quando gli acquirenti richiedono un preventivo, il disegno è solo una parte della storia.
Per una recensione utile, di solito abbiamo bisogno anche di questi dettagli:
- tipo di motore: Motore DC, motore universale, motorino di avviamento, o altro design spazzolato
- applicazione dell'armatura o del rotore
- stile di connessione: gancio, montante, scanalatura o altro
- velocità e carico di lavoro
- livello attuale o problema di calore noto
- metodo di montaggio dell'albero
- problema noto sul campo, se esiste
Se il problema attuale è lo sfregamento delle spazzole, la bruciatura dei bordi, la resistenza instabile, l'allentamento dell'accoppiamento o il sollevamento dei segmenti, ditelo subito. Questi sintomi restringono rapidamente la discussione sulla produzione.
Perché questo processo è importante nelle applicazioni di motori e indotti in c.c.
Il commutatore è piccolo rispetto all'intero gruppo motore. Ma decide comunque molto.
In utensili elettrici, Le cattive condizioni dei bordi delle barre possono manifestarsi rapidamente come rumore di spazzole o usura instabile. In commutatori del motorino di avviamento, La stabilità dell'articolazione e la resistenza della struttura sono più importanti perché il carico è forte. In commutatori universali per motori, la velocità amplifica gli errori di geometria. In Progetti di riparazione e sostituzione di armature, L'acquirente spesso eredita la storia dei difetti del vecchio progetto e ha bisogno di un produttore in grado di leggere correttamente tale storia.
Ecco perché non separiamo la produzione dall'applicazione. Sono legate tra loro, che i documenti lo dimostrino o meno.
FAQ: Processo di produzione del commutatore
Qual è il processo di produzione standard del commutatore?
Un commutatore di produzione viene tipicamente realizzato attraverso la preparazione dei nastri di rame, la tranciatura dei segmenti, la formatura dei segmenti, lo stampaggio o l'assemblaggio dell'isolamento, l'indurimento, la lavorazione del foro e del diametro esterno, il taglio della mica, la smussatura e l'ispezione finale. Il percorso esatto cambia a seconda del progetto, ma questi sono i punti di controllo che dovrebbero interessare la maggior parte degli acquirenti.
Perché la formatura dei segmenti è così importante nella produzione dei commutatori?
Perché molti difetti successivi iniziano da lì. La direzione della bava, la forma del gancio, le caratteristiche di bloccaggio e le sollecitazioni di formatura influiscono sulla sede, sulla stabilità dello stampo, sul comportamento della lavorazione e sul contatto finale con la spazzola.
Perché un commutatore può superare l'ispezione ma non funzionare?
Perché la semplice ispezione visiva non rivela tutto. Tensioni nascoste nel corpo, sedi instabili dei segmenti, variazioni locali delle connessioni, scarsa pulizia delle scanalature o bordi aggressivi delle barre possono sopravvivere a un rapido controllo e creare comunque problemi sul campo in seguito.
Quali sono le cause dei problemi di alta mica in un commutatore finito?
Di solito si tratta di una delle tre cose: la profondità di sottosquadro è sbagliata, la scanalatura non è stata pulita correttamente o l'usura del rame ha modificato troppo rapidamente l'altezza relativa durante il servizio. L'elevata presenza di mica si manifesta spesso insieme all'instabilità della spazzola.
Una superficie più liscia del commutatore è sempre migliore?
No. È meglio una superficie di scorrimento controllata. Un rame troppo levigato può essere problematico quanto un rame strappato o ruvido. L'obiettivo è un contatto stabile con la spazzola, non la lucentezza estetica.
Quali informazioni devo inviare quando chiedo un preventivo per un commutatore personalizzato?
Inviare il disegno, il tipo di motore, l'applicazione dell'indotto, il numero di segmenti, il tipo di connessione, le condizioni operative e qualsiasi difetto noto del pezzo attuale. Se avete campioni falliti, inviate anche quelli. Di solito accorciano il ciclo di revisione.
Discutete con noi il vostro progetto di commutatore personalizzato
Se vi state procurando un produttore di commutatori personalizzati per Motori a corrente continua, motori universali, motorini di avviamento o insiemi di armature, Inviateci il vostro disegno, le dimensioni principali, i dettagli dell'applicazione e la modalità di guasto attuale.
Siamo in grado di revisionare:
- nuovi design personalizzati del commutatore
- Commutatori di ricambio per armature esistenti
- Progetti di commutatori a gancio e ad alzata
- Problemi al commutatore legati a mica elevata, scintille, instabilità di accoppiamento o difetti della pista delle spazzole