Perché utilizzare un design del segmento smussato o scanalato?
Indice
1. Cosa cambiano realmente gli smussi e le scanalature (in pratica)
Versione breve:
- Segmenti smussati cambiamento come la spazzola incontra il bordo della barra e come il campo elettrico si concentra su quel bordo. Ciò influisce sull'arco, sulla resistenza del rame e sul comportamento della mica.
- Superfici scanalate cambiamento distribuzione della densità di corrente, flusso di detriti e stabilità del film sul binario, soprattutto a densità di corrente più elevate.
Non c'è nulla di mistico. Nessuna nuova fisica. Solo una geometria che sposta tranquillamente il rischio e la durata della vita.
2. Bordi delle barre smussati: perché preoccuparsi?
La maggior parte delle schede tecniche si limita a dire “smusso 0,4 × 45°” o simili e andare avanti. Ma ci sono diversi lavori separati che il piccolo taglio sta facendo.
2.1 Riduzione del rischio di flash inter-bar
Quando si smussano le barre, l'effettiva la distanza tra i bordi superiori delle barre adiacenti aumenta. Quel millimetro in più (spesso in meno) fa aumentare la distanza di dispersione lungo la superficie, che riduce la possibilità di flashover tra le barre quando la tensione da barra a barra è elevata.
Pratica tipica delle note tecniche:
- Angolo di smussatura: di solito 45°, a volte 30°
- Profondità: circa Da 1/20 a 1/10 della profondità della barra
Quindi, se state correndo:
- Alta tensione da barra a barra
- Lungo commutatore, fasi di carico aggressive
...in esecuzione senza La smussatura è fondamentalmente una scommessa sul fatto che la contaminazione superficiale e la pellicola si comportino sempre bene. Non è così.
2.2 Gestione delle imperfezioni di mica e sottotaglio
Anche con un buon undercutting, a volte si ottiene Mica a filo o leggermente in rilievo tra le barre. Il bordo può scheggiarsi, incrinarsi o produrre schegge conduttive sotto sforzo. I documenti sul trattamento dei bordi delle barre indicano esplicitamente la smussatura come metodo per eliminare il rischio di schegge di mica causate da un sottosquadro imperfetto.
Quindi uno smusso:
- Rimuove l'angolo appuntito del rame che ama staccare la mica
- Allontana leggermente la zona di contatto meccanico dall'interfaccia fragile.
È un'assicurazione a basso costo contro un lavoro di officina “perfetto” che non è sempre perfetto.
2.3 Entrata e uscita delle spazzole più morbide
Quando una spazzola passa sopra il bordo di una barra affilata:
- Il picco di pressione locale è più alto
- Le particelle possono essere staccate ad ogni passaggio di barra.
- La possibilità di bruciare i bordi e di lasciare segni di trama è più elevata.
Con uno smusso, il pennello incontra una piccola rampa invece di un gradino, che rende più fluida la transizione alla barra successiva. Questo riduce:
- Scheggiatura dei bordi
- Trascinamento del rame lungo il senso di rotazione
- Formazione iniziale della cresta sul tracciato
Se avete mai visto un commutatore con un pronunciato motivo a “dente di sega” lungo la rotazione, probabilmente la geometria del bordo e il comportamento della pellicola non andavano d'accordo.
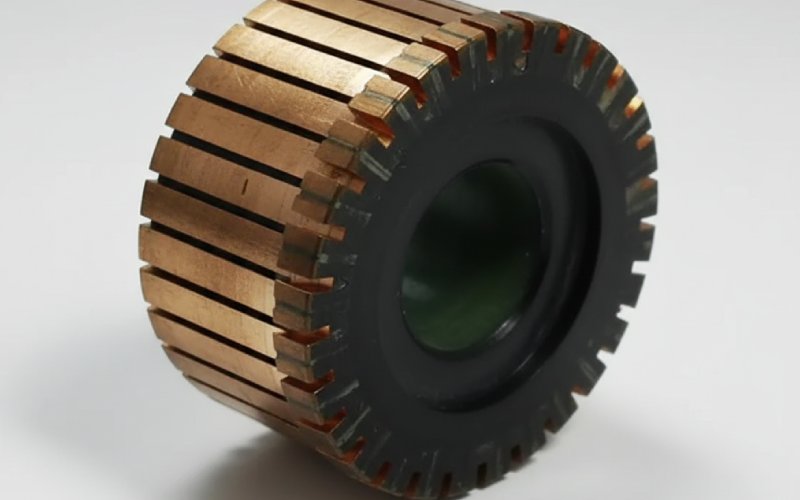
3. Progetti di segmenti scanalati: quando la pista piana non è sufficiente
La scanalatura è più invasiva della smussatura. Quando si inseriscono le scanalature in una traccia, si compiono scelte deliberate in merito:
- Distribuzione della densità di corrente
- Flusso di detriti e impacchettamento delle polveri
- Raffreddamento, se la geometria della scanalatura lo consente
Non tutti i commutatori ne hanno bisogno. Alcuni ne hanno assolutamente bisogno.
3.1 Controllo della densità di corrente ad alto carico
Le linee guida per i collettori rotanti scanalati (cugini stretti dei commutatori) di solito specificano che Il passo della scanalatura deve essere un sottomultiplo della larghezza della spazzola., in modo che ogni pennello copra sempre un numero intero di periodi di scanalatura. In questo modo si mantiene densità di corrente attraverso il contatto della spazzola più uniforme, che si rivela particolarmente utile in caso di alta densità di corrente.
La stessa logica vale per la scanalatura di una pista di commutazione:
- Le scanalature agiscono come piccoli “ridistributori di densità di corrente”.”
- Si possono evitare i punti caldi locali sotto la spazzola
- La pellicola tende a stabilizzarsi quando il pennello non subisce grossi sbalzi di pressione.
3.2 Gestione di polvere e pellicole
Le scanalature si comportano anche come vie di fuga per le polveri di rame e carbonio. Invece di depositarsi sotto la spazzola e creare un comportamento casuale a punti alti, i detriti possono migrare nel volume della scanalatura.
Ciò significa che:
- Spessore del film più prevedibile
- Meno striature casuali della patina
- Minore possibilità di usura “a bande”, in cui una zona sembra perfetta e quella adiacente è ruvida
Naturalmente, se non si puliscono mai le scanalature, queste finiscono per riempirsi e si pagano solo delle fantastiche sacche di polvere compattata. La manutenzione e la progettazione delle scanalature sono un binomio che non esiste separatamente.
3.3 Scanalature e smussature
Le note tecniche sugli anelli scanalati sottolineano che Dopo la lavorazione delle scanalature, è essenziale smussare i bordi taglienti risultanti. - Le raccomandazioni tipiche si aggirano intorno a 0,4-0,5 mm × 45°.
Quindi un “disegno scanalato” in realtà è di solito:
Scanalature + bordi smussati + sottotaglio corretto
Se manca uno di questi tre elementi, le prestazioni possono effettivamente diminuire.
4. Piatto vs. smussato vs. scanalato: un rapido confronto
Di seguito è riportata una visione compatta e pratica. Non si tratta di teoria, ma di come queste opzioni si comportano nei tipici motori e generatori industriali in corrente continua.
| Caratteristica / Preoccupazione | Segmenti piatti (senza smusso, senza scanalatura) | Solo segmenti smussati | Segmenti smussati e scanalati |
|---|---|---|---|
| Rischio di flash da barra a barra (alto V/bar) | Il più alto | Più basso - maggiore strisciamento, campo più morbido ai bordi | Il più basso - la più lunga strisciata + il percorso di superficie interrotto |
| Sensibilità ai difetti di sottosquadro | Alta - più probabile la presenza di scaglie di mica | Inferiore - il bordo scarica l'interfaccia della mica | Simile a quello smussato, dipende dalla geometria della scanalatura |
| Scossa di entrata/uscita della spazzola | Alto | Moderato - effetto rampa | Il più basso se il disegno della scanalatura corrisponde alla larghezza della spazzola |
| Stabilità del film in condizioni di elevata densità di corrente | Accettabile solo con corrente modesta | Meglio di un piatto | Il meglio: le scanalature aiutano a ridistribuire corrente e detriti |
| Gestione dei detriti | La polvere tende a pattinare sulla superficie | Leggermente meglio; i bordi catturano alcuni detriti | Le scanalature catturano e incanalano i detriti lontano dal contatto |
| Potenziale di rumore / vibrazioni | Può andare bene su sistemi perfettamente allineati | Leggero miglioramento | Più sensibile a un cattivo allineamento, ma più silenzioso quando è corretto |
| Costo di produzione | Il più basso | Piccolo passo in più, di solito automatizzato | Più alto - lavorazione extra e QA |
| Sforzo di manutenzione | Basso sulla carta, alto nella realtà | Simile all'appartamento | Superiore - le scanalature e gli smussi devono essere mantenuti puliti |
| Ideale per | Macchine di piccole dimensioni, a bassa tensione e a basso utilizzo | Media tensione, servizio industriale generale | Alta densità di corrente, alta tensione, lunghi cicli di lavoro |
5. Regole empiriche di progettazione (che aiutano effettivamente a prendere decisioni)
Non sempre si ha il tempo di eseguire FEA per ogni piccolo progetto di motore CC. Queste semplici soglie possono guidarvi.
5.1 Quando lo smusso è sostanzialmente obbligatorio
I bordi smussati delle barre sono fortemente consigliati se qualsiasi di questi sono veri:
- La tensione di rete o l'uscita del generatore sono sufficientemente elevate da tensione da barra a barra > 30-40 V
- La macchina vedrà carichi frequenti a gradini o inversione di marcia
- Si sa che la manutenzione sarà occasionalmente “creativa” con gli strumenti di sottosquadro.
In questi casi, la combinazione di:
- Aumento della distanza dai bordi e
- Protezione dai difetti della mica
... è una riduzione del rischio a basso costo. La guida tecnica raccomanda esplicitamente la smussatura quando la tensione tra le barre è elevata.
5.2 Quando prendere in seria considerazione le scanalature
Il design del commutatore o dell'anello scanalato ha senso quando:
- La densità di corrente della spazzola è elevata e vicino ai limiti del materiale
- Vi aspettate servizio continuo ad alta temperatura
- Avete visto modelli di usura a bande o strisce su macchine simili in passato
In questi casi, una pista liscia può sembrare bella, ma il comportamento sul campo è meno prevedibile. Le scanalature introducono micro-rugosità e percorsi di flusso controllati.
5.3 Quando i segmenti piatti vanno ancora bene
Non è necessario smussare e scanalare tutto.
I segmenti piatti possono essere perfettamente adeguati se:
- La tensione per barra è bassa
- La densità di corrente della spazzola è conservativa
- L'ambiente è pulito e la manutenzione è buona
Anche in questo caso, molti negozi mettono un smusso molto leggero dopo la tornitura e il sottosquadro, per evitare bave taglienti dovute alla lavorazione. Si tratta di una pratica ormai abituale in molte riparazioni. (easa.com)
6. Produzione e QA: dove i progetti falliscono nel mondo reale
Un bel modello CAD non impedisce che un commutatore si guasti. I punti deboli sono di solito:
6.1 Smussatura manuale con larghezza della barra non uniforme
Le discussioni dei tecnici riparatori sono piene di storie di utensili manuali a taglio singolo e lame di seghetto utilizzate per la smussatura. Fatto da un esperto, funziona. Se lo si fa di fretta, si finisce per avere..:
- Larghezza delle barre non uniforme in superficie
- Differenze casuali nella profondità dello smusso
- Pressione di contatto non uniforme del film e della spazzola
Quindi se si acquistano i commutatori:
- Chiedere come gli smussi sono prodotti
- Cercare utensili automatizzati o guidati piuttosto che solo a mano libera
6.2 Interazione tra profondità di sottosquadro e smusso
La guida tecnica sull'undercutting lo suggerisce come passo fondamentale per ridurre l'arco elettrico, le vibrazioni e l'usura eccessiva rimuovendo l'isolamento dal percorso di scorrimento.
Dove questo incontra la smussatura:
- Sottotaglio troppo superficiale + smusso aggressivo = mica esposta in modo strano
- Sottotaglio troppo profondo + smusso minimo = un fragile bordo di rame “a coltello”.
Questo è il motivo per cui si desidera:
- A definito profondità di sottosquadro (non “qualsiasi cosa abbia fatto la lama oggi”)
- Profondità di smusso specificata rispetto alla profondità della barra e al sottosquadro
6.3 Lettura precoce dei modelli di usura
Le guide ai modelli di usura evidenziano aspetti quali:
- Bande scure e localizzate
- Tracciamento delle scanalature lungo il percorso della spazzola
- Pellicola a macchie piuttosto che patina continua di colore marrone o carbone.
Quando si vedono questi:
- Se il disegno corrisponde ai bordi della barra → sospettare il disegno dello smusso e la qualità della spazzola.
- Se il modello corrisponde alle scanalature → sospettare la profondità della scanalatura, il passo o le scanalature ostruite
Alcune immagini dei primi tempi di esecuzione possono essere più utili di un'intera pila di fogli di calcolo di progettazione.

7. Cosa controllare con il fornitore del commutatore
Se vi rifornite da un produttore terzo, ecco delle domande semplici e dirette che tagliano i discorsi del marketing:
- Qual è la vostra geometria di smusso standard?
- Angolo, profondità, tolleranza. Non solo “sì, smussato”.
- Come si verifica la distanza di isolamento da barra a barra in superficie dopo la smussatura?
- Chiedete i numeri reali, non solo il nome del materiale isolante.
- Se fornite segmenti scanalati, che passo di scanalatura usate rispetto alla larghezza della spazzola?
- Se la risposta non menziona affatto la larghezza del pennello, questo è un segnale di allarme.
- Come vengono prodotti e controllati i sottosquadri?
- Si vuole un metodo coerente, non “dipende da chi è di turno”.
- Quali sono le istruzioni di manutenzione per mantenere puliti gli smussi e le scanalature?
- Dovrebbe essere previsto un piano di pulizia, compreso il momento in cui ricambiare il materiale.
Queste domande segnalano che non si sta acquistando solo rame al chilogrammo, ma una geometria che deve funzionare sotto spazzole reali.
8. Domande frequenti sui segmenti di commutatore smussati e scanalati
Q1. I segmenti smussati migliorano sempre la durata delle spazzole?
Non automaticamente. La smussatura di solito riduce le sollecitazioni sui bordi e gli archi elettrici, che tende per favorire la durata delle spazzole, ma se lo smusso è troppo profondo o incoerente, l'area di contatto effettiva si riduce e la densità di corrente locale può aumentare. Questo può ridurre la durata. Sono necessarie dimensioni corrette e un buon allineamento.
Q2. Quando è opportuno evitare un design scanalato?
Evitare o almeno pensarci due volte se:
La densità di corrente della spazzola è modesta
L'ambiente è molto sporco e la manutenzione è rara
È improbabile che gli operatori puliscano le scanalature durante i fermi macchina.
In questo caso, le scanalature potrebbero diventare sacche di polvere compattate e creare nuovi punti alti.
Q3. Che rapporto c'è tra gli smussi e l'undercutting? Posso scegliere l'uno o l'altro?
Affrontano questioni diverse:
Sottoquotazione rimuove l'isolamento dal percorso di scorrimento per ridurre l'arco elettrico e impedire che la mica dura consumi le spazzole.
Smussatura rimodella il bordo di rame per modificare il campo elettrico e il contatto meccanico.
Di solito si desidera entrambi: profondità di sottosquadro corretta e smusso controllato.
Q4. Un commutatore usurato può essere ricamato sul campo?
Sì, entro certi limiti.
Dopo la tornitura o la pulitura è normale che si verifichino lievi rilavorazioni, a condizione che rimanga abbastanza materiale per la barra e che la profondità del sottosquadro rimanga accettabile.
Quando l'altezza della barra è bassa o il sottosquadro è vicino alla specifica minima, una rilaminazione aggressiva rischia di ridurre la durata residua.
Il lavoro sul campo deve seguire una chiara scheda dimensionale, non solo “sembra buono”.
Q5. I commutatori scanalati sono più rumorosi?
Possono essere più rumoroso se:
La pressione della spazzola è troppo alta
L'allineamento è disattivato
Il passo della scanalatura combatte con la larghezza della spazzola
Con una geometria e una configurazione corrette, la differenza di rumore è di solito minima. A volte il rumore diminuisce addirittura perché il micro-scivolamento sulla superficie è più controllato.
Q6. Perché non specificare una superficie molto liscia e finemente levigata e saltare tutto questo?
Una superficie molto liscia aiuta al primo avvio, ma..:
Non risolve l'alta tensione da barra a barra
Non gestisce la polvere una volta che la macchina è in funzione
Non compensa le scelte imperfette del sottotaglio o del materiale della spazzola.
Gli smussi e le scanalature non sono decorazioni. Sono piccoli pezzi di geometria che rendono il resto del disegno più tollerante.
Q7. Per un nuovo progetto, devo iniziare con segmenti piatti, smussati o scanalati?
Una scala di partenza pratica:
Piatto + leggero smusso dopo la lavorazione per progetti a basso rischio e a bassa tensione.
Geometria dello smusso definita per la media tensione o dove il tempo di attività è importante.
Smussato + scanalato solo quando la densità di corrente, la tensione e il ciclo di lavoro giustificano la maggiore complessità.
È quindi possibile effettuare la messa a punto sulla base di modelli di usura reali, invece di tirare a indovinare.










