Qu'est-ce qu'une écrémeuse à commutateur ? Applications, types de machines et liste de contrôle de l'acheteur
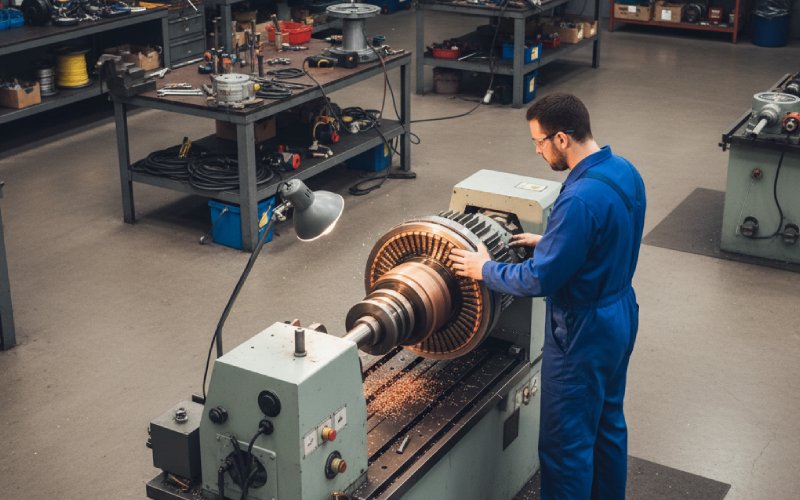
A commutateur écumoire est une machine, ou une étape d'usinage, utilisée pour restaurer la surface de roulement d'un collecteur d'induit en enlevant une couche de cuivre légère et contrôlée. L'objectif est assez simple : retrouver une piste de balais stable, corriger l'usure de la surface ou la variation de la hauteur des barres, et préparer le collecteur pour les étapes suivantes telles que le sous-découpage du mica, l'ébavurage, le nettoyage et la mise en place des balais.
Dans certains ateliers, les gens appellent le même travail un opération de rotation du collecteur. Dans certains appels d'offres, la machine est mentionnée en tant que machine à tourner les collecteurs. L'appellation change. La fonction reste proche. La machine coupe la surface du cuivre pour la rendre utilisable sans gaspiller la durée de vie du collecteur par un enlèvement de matière inutile.
Table des matières
Quels sont les problèmes qu'un récupérateur de collecteur est censé résoudre ?
Une écumoire à collecteur est utilisée lorsque la surface est encore récupérable mais qu'elle ne se prête plus à un contact stable avec les brosses.
Les cas typiques sont les suivants
- rainures sur la piste de brossage
- brûlage local ou suivi de l'obscurité
- barres hautes ou barres basses
- des taches plates après manipulation ou stockage
- les surfaces commutatrices non rondes
- usure irrégulière après l'entretien
- nouvelles armatures qui doivent encore être finalisées avant d'être publiées
Ceci est important car les performances des brosses dépendent davantage de la géométrie que de l'apparence. Une surface brillante peut toujours mal fonctionner. Une surface présentant de petites bavures, une mauvaise rondeur ou un mauvais état du mica présentera généralement le même schéma par la suite : contact instable, usure plus importante, plus de poussière et retouches évitables.
Une écumoire de collecteur fixe le état de surface et géométrie. Il ne répare pas tout ce qui l'entoure. Les barres desserrées, les dommages structurels, les mauvais bobinages et les défauts de commutation plus profonds font l'objet d'une autre discussion.

Où se situe le processus d'écrémage du collecteur ?
L'écumage est une étape d'une séquence de finition plus large. Les acheteurs la traitent parfois comme une étape autonome de découpage du cuivre. C'est généralement là que les problèmes commencent.
Une chaîne de processus normale se présente comme suit :
| Étape du processus | Fonction principale | Ce qui doit être contrôlé |
|---|---|---|
| Contrôle à la réception | Vérifier si le collecteur est adapté à l'écrémage | Faux-rond, schéma d'usure, profondeur de la rainure, état de la barre, référence de l'arbre |
| écrémage du collecteur | Rétablir le tracé de la brosse avec une coupe légère et contrôlée | Enlèvement de la matière, stabilité de la coupe, soutien des pièces |
| Sous-coupe de mica | Enlever l'isolant sous la surface de la barre de cuivre | Profondeur du contre-dépouillement, cohérence de la rainure, séparation nette |
| Ébavurage et finition des bords | Enlever les bords tranchants et les matériaux détachés | Bords des barres sans bavures, pas de frottement du cuivre |
| Nettoyage | Éliminer les copeaux de cuivre et la contamination des fentes | Fentes propres, voies propres, pas de débris piégés |
| Préparation des sièges ou assemblage en aval | Préparer la pièce pour un contact stable avec les brosses en service | État de surface, pas de dommages dus à la manipulation |
| Inspection finale | Confirmer la qualité de la libération | Uniformité de la surface, état du mica, faux-rond, défauts visuels |
Cet ordre est important. Si la passe d'écrémage est propre mais que le mica est trop élevé, le résultat est faible. Si la coupe est correcte mais que des bavures sont laissées sur les bords du segment, le résultat est à nouveau faible. Un écrémeur de collecteur doit être évalué dans le cadre d'un processus, et non comme un achat de machine isolé.
Ecrémeur à commutateur vs Tourneur à commutateur
Pour la plupart des acheteurs B2B, ces termes se recoupent.
Écumoire de collecteur indique généralement la fonction de finition : une coupe légère et contrôlée utilisée pour restaurer la surface du collecteur.
Machine à tourner les collecteurs est souvent le terme d'équipement le plus large. Il peut décrire une machine autonome, une installation de type réparation ou une machine de ligne de production dont l'écrémage fait partie du cycle total.
La meilleure question n'est donc pas de savoir quel terme est correct. La meilleure question est la suivante :
- La machine est-elle destinée à des travaux de réparation ou à la production d'un nouvel induit ?
- La coupe est-elle uniquement destinée à la finition légère, ou également à une plage de correction plus élevée ?
- La sous-coupe de mica est-elle incluse ou séparée ?
- La machine est-elle conçue pour une seule famille de pièces ou pour plusieurs tailles ?
- L'acheteur demande-t-il une machine d'établi, une station semi-automatique ou un système intégré à la ligne ?
C'est là que commence la véritable sélection des machines.
Principaux types de machines à écrémer les commutateurs
Il s'agit de la section dont beaucoup d'acheteurs ont besoin, même s'ils ne la demandent pas clairement dans le premier courrier électronique.
1. Machine à écrémer autonome
Ce type de machine est utilisé lorsque le besoin principal est uniquement la restauration de la surface. La machine se concentre sur la passe de tournage et le support de la pièce. Le tronçonnage, l'ébavurage et l'inspection du mica sont généralement traités dans des stations séparées.
Il convient aux usines qui disposent déjà d'un équipement en aval ou qui souhaitent un agencement plus simple des machines.
2. Écumoire avec fonction de décolletage
Ce type de machine combine l'écrémage de la surface du cuivre et le sous-découpage du mica en une seule solution ou dans une cellule de machine reliée. Il réduit les étapes de transfert et aide à contrôler les dommages causés par la manipulation entre les opérations.
Il convient aux acheteurs qui souhaitent une plus grande continuité des processus et moins de transferts manuels.
3. Machine semi-automatique à tourner les collecteurs
Ce type de machine combine généralement un chargement manuel avec un mouvement d'usinage contrôlé, une logique de cycle préétablie ou un positionnement assisté. Il offre une meilleure répétabilité que les méthodes de tournage à usage général, tout en restant inférieur au coût et à la complexité d'une ligne entièrement automatique.
Il convient aux opérations de production et de réparation de volume moyen avec une gamme de pièces plus large.
4. Machine à écrémer entièrement automatique intégrée à la ligne
Ce type est conçu pour les lignes de production d'armatures où le rendement, la répétabilité et la réduction de la dépendance à l'égard de l'opérateur sont plus importants que la seule flexibilité. Il peut être connecté à des systèmes d'indexation, de chargement automatique, de décolletage, d'ébavurage, d'inspection ou de collecte de données.
Il convient à la production de volumes plus importants avec des familles de pièces stables et des fenêtres de processus plus étroites.
5. Machine de type atelier de réparation
Ce type de machine est choisi pour les travaux de maintenance et de récupération plutôt que pour la production de nouvelles pièces. La gamme de pièces peut varier davantage. L'état des défauts varie également davantage. La flexibilité de la machine devient importante, tout comme la localisation correcte, car les pièces réparées présentent souvent des antécédents d'usure variés.
Il convient aux centres de service, aux ateliers de réparation et aux applications mixtes.
6. Machine de type production pour les programmes d'armatures dédiées
Ce type de conception s'articule autour de dimensions de pièces connues, d'un rendement cible et de la répétabilité du processus. La logique de conception est plus étroite et plus disciplinée. Moins universel, il est généralement plus stable à l'intérieur de sa plage de dimensions réelles.
Il convient aux OEM et aux fabricants d'armatures en série qui connaissent déjà la fenêtre de leur produit.
Comment choisir le bon type de machine
La mauvaise sélection vient généralement du fait que l'on fait correspondre le nom de la machine à la demande, au lieu de faire correspondre la structure de la machine à la pièce et au processus.
L'acheteur doit d'abord examiner ces points :
1. Localisation des pièces et contrôle du point de référence
Si le support de l'arbre ou la méthode de positionnement est instable, la coupe suivra l'erreur de réglage plutôt que l'état réel du collecteur. Le cuivre peut sembler frais après l'usinage. La trajectoire des brosses peut toujours être erronée.
2. Plage de correction requise
Certaines applications ne nécessitent qu'une coupe de finition légère. D'autres ont besoin de la machine pour récupérer une usure plus importante ou une variation de géométrie. Il ne s'agit pas des mêmes exigences.
3. Gamme de dimensions des pièces
Le diamètre extérieur du commutateur, le diamètre de l'arbre, la longueur de l'armature et le poids des pièces ont tous une incidence sur la structure de la machine. Une machine qui prétend à une large couverture sur le papier doit encore offrir un support stable en production réelle.
4. Processus après écrémage
Si le tronçonnage, l'ébavurage et le nettoyage sont nécessaires, il faut décider s'ils doivent être intégrés ou traités comme des stations distinctes. Cela modifie à la fois la portée de la machine et l'agencement de la ligne.
5. Objectif de production
Une machine qui convient à la pièce mais qui n'atteint pas le rendement journalier requis n'est pas une bonne solution. Le chargement manuel, le cycle semi-automatique et l'automatisation complète appartiennent à des cas de production différents.
6. Modèle de défaut
L'acheteur doit définir si le problème principal est l'usure des rainures, l'ovalisation, les bavures, la variation des barres ou l'incohérence de l'assemblage en amont. Sinon, le devis reste générique et le problème de fond n'est pas abordé.
Ce que les acheteurs doivent envoyer avant de demander un devis
Un devis sérieux commence par les données relatives aux pièces, et non par une simple demande de prix.
| Données | Pourquoi est-ce important ? | Ce qui se passe lorsqu'il manque |
|---|---|---|
| Diamètre extérieur du commutateur | Définit la capacité de la machine et la gamme d'outils | La machine proposée peut ne pas couvrir les pièces réelles |
| Nombre de segments | Affecte le comportement du processus et l'orientation de l'inspection | Le risque de surface est jugé trop vaguement |
| Diamètre de l'arbre et référence de positionnement | Détermine la méthode de serrage et de support | La configuration devient instable en production réelle |
| Longueur et poids de l'armature | Affecte la rigidité et l'agencement de la machine | Les problèmes de vibration et de positionnement apparaissent plus tard |
| Production requise par équipe | Définit le niveau d'automatisation et le cycle cible | La machine s'adapte à la pièce mais pas au rythme de l'usine |
| Photos des défauts actuels | Indique si le problème est dû à l'usure, au faux-rond, aux bavures ou à une variation de l'assemblage. | Le fournisseur propose le mauvais type de machine |
| Nécessité d'un détalonnage ou d'un ébavurage | Décide si la machine doit être autonome ou reliée. | Les stations supplémentaires sont découvertes trop tard |
| Dessins ou échantillons de dimensions | Accélère l'adaptation technique | La citation reste générale et sans engagement |
Cette partie est souvent omise. La discussion sur les machines dérive alors vers un discours général, ce qui n'aide pas beaucoup les deux parties.
Ce qu'une bonne solution d'écrémage du collecteur doit apporter
Nous utilisons une norme simple.
Une solution correcte doit faire trois choses en même temps :
- restaurer la piste de brossage avec un minimum d'enlèvement de cuivre
- maintenir une géométrie reproductible dans toute la gamme des pièces réelles
- s'adapter au processus réel en aval après la coupe
Si l'un de ces éléments manque, la solution est partielle. Elle peut encore fonctionner. Elle crée généralement du travail supplémentaire ailleurs.
FAQ
Quelle est la différence entre un écumeur de collecteurs et une machine à tourner les collecteurs ?
Dans de nombreux cas, il n'y a pas de différence fonctionnelle majeure. L'expression “écrémeur de collecteurs” désigne généralement l'opération de finition ou la fonction de restauration de la surface. La “machine à tourner les commutateurs” est le terme plus général utilisé dans les citations et les descriptions de machines.
Quand faut-il écrémer un collecteur ?
Un collecteur doit être écrémé lorsque la surface présente une usure récupérable, des rainures, une variation de la hauteur des barres, une brûlure locale ou un défaut d'arrondi, et lorsque la structure de la pièce est encore apte à être restaurée.
L'écrémage peut-il remplacer le décapage du mica ?
Non. L'écrémage permet de restaurer la surface du cuivre. Le sous-découpage au mica permet d'améliorer le niveau d'isolation entre les segments. Dans de nombreuses applications, les deux sont nécessaires dans le cadre de la même séquence de finition.
Quel type de machine convient le mieux à un atelier de réparation ?
Un atelier de réparation a généralement besoin d'une machine offrant une plus grande adaptabilité aux pièces et un contrôle manuel ou semi-automatique stable, car l'état des pièces entrantes peut varier d'un travail à l'autre.
Quelle est l'erreur d'achat la plus fréquente ?
Traiter la machine comme un simple dispositif de découpe du cuivre. L'exigence réelle implique généralement la précision de localisation, la plage de correction, le traitement en aval et l'objectif de sortie.
Que faut-il vérifier après la passe d'écrémage ?
L'uniformité de la surface, l'état des bavures, l'état du mica, la propreté et le faux-rond doivent tous être vérifiés avant la libération. Une finition visuelle propre ne suffit pas.










