
Peut-on polir ou brunir un collecteur pour améliorer la conductivité ?
Réponse courte : oui. Mais si vous vous y prenez mal, vous risquez d'aggraver la situation. Nous avons vu des moteurs revenir du champ avec commutateurs Ils ont été polis jusqu'à l'obtention d'une finition miroir - un cuivre étincelant, magnifique à regarder - et ils ont duré environ soixante-dix heures avant que les brosses ne s'abîment d'elles-mêmes.
Ce que les gens ne comprennent pas : la conductivité entre le balai et le collecteur ne dépend pas vraiment de la propreté ou de la brillance du cuivre. Il s'agit de la film.
Table des matières
Principaux enseignements
- Le polissage d'un collecteur peut améliorer la conductivité, mais uniquement lorsque la pellicule de surface existante est endommagée, glacée ou piquée. Une pellicule sombre et saine ne doit pas être enlevée.
- La rugosité de surface visée après polissage est Ra 0,4-0,8 μm. Le fait d'aller plus doucement (en dessous de Ra 0,1 μm) augmente la friction des brosses, provoque du broutage et accélère l'usure.
- Le polissage enlève de la matière, le brunissage la comprime. Il s'agit d'étapes séquentielles, qui ne sont pas interchangeables.
- Si vos collecteurs ont besoin d'être fréquemment polis sur place, la cause première est probablement en amont-la tolérance géométrique du segment, la sélection de l'alliage de cuivre ou la finition de la surface en usine. Il s'agit là d'un problème d'approvisionnement, pas d'un problème de maintenance.
Qu'est-ce que la pellicule du collecteur (patine) et pourquoi est-elle importante pour la conductivité ?
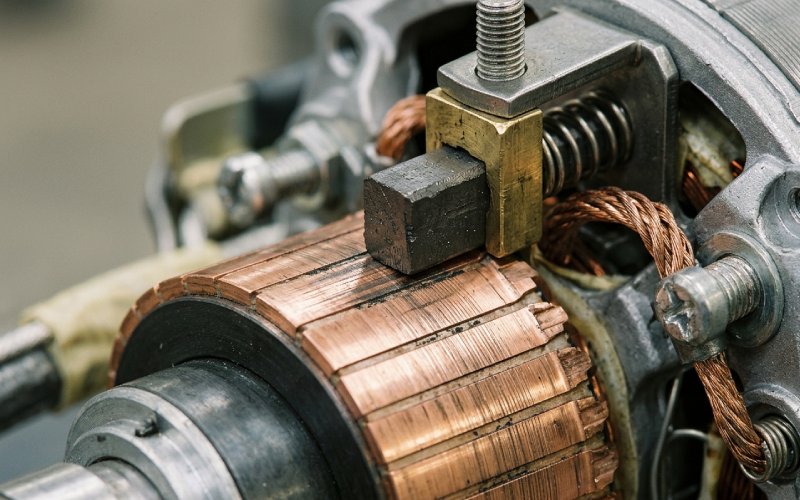
Un collecteur sain n'a pas l'air propre. On dirait qu'il est bronzé. Parfois brun chocolat, parfois plus foncé. Cette couche - un mélange d'oxyde cuivreux (Cu₂O), de traces de dépôts de graphite et d'humidité absorbée - est ce qui permet à l'ensemble du système balai-commutateur de fonctionner. Le film du commutateur est l'interface à résistance contrôlée qui permet un transfert de courant stable. Il agit comme un lubrifiant. Il gère le transfert de courant par frittage (micro-rupture de la couche d'oxyde sous l'effet de la tension) et par effet tunnel quantique aux points les plus fins. Le film d'oxyde a généralement une épaisseur de 10 à 100 nm sur une unité qui fonctionne bien.
Vous décollez ce film par un polissage agressif ? Vous vous retrouvez alors avec du cuivre brut contre des brosses en carbone. Le coefficient de frottement monte en flèche. La brosse s'agite. L'arc électrique commence. Vous brûlez le stock de brosses à un rythme trois fois supérieur à la normale et vous générez à nouveau exactement le même film d'oxyde, mais il se forme maintenant de manière irrégulière, avec des points chauds localisés, et tout l'emballement commence.
Nous l'avons mesuré directement dans nos cellules d'essai : un collecteur qui a été surpoli à moins de Ra 0,1 μm a besoin de 40 à 60 heures de rodage avant que l'usure des brosses ne se stabilise. Un collecteur correctement poli à Ra 0,4-0,8 μm se stabilise en moins de 10 heures.
Polissage ou brunissage d'un collecteur : Principales différences
Cette confusion coûte de l'argent aux gens. Il ne s'agit pas du même travail.
| Polissage | Brûlage | |
|---|---|---|
| Ce qu'il fait | Enlève la matière de la surface du collecteur | Déplace et comprime les matériaux de surface sans les enlever |
| Outils typiques | Toile en carbure de silicium (grain 150-200), pierre de dressage du collecteur, papier abrasif fin | Bloc de bois dur assaisonné façonné selon le rayon du collecteur, ou outil de polissage dédié |
| Quand utiliser | Après le tournage/la rectification, pour éliminer les dépôts de carbone, pour nettoyer les surfaces glacées ou piquées | Après le polissage, pour fermer les micro-rayures et préparer la surface pour la formation du film. |
| Risque en cas d'excès | Enlève trop de cuivre, détruit le film sain existant, laisse la surface trop lisse | Risque minimal - le pire des cas est une perte de temps |
| Rugosité de la surface cible | Ra 0,4-0,8 μm avec une hauteur de pic à vallée de 6-10 μm. | Maintient la plage de rugosité définie par le polissage, mais ferme les micro-fractures. |
| Effet de conductivité | Augmente temporairement la résistance (film enlevé), puis s'améliore au fur et à mesure que le nouveau film se forme. | Effet direct négligeable sur la conductivité ; améliore l'adhérence du film à long terme |
| Tolérance de hauteur de segment | Doit maintenir une différence de barre à barre ≤ 0,0015 mm | Aucune modification de la géométrie |
Polissage est corrective. Vous le faites lorsque la surface est endommagée - piqûres, marques de barres, traces de carbone ou points de brûlure. Il s'agit d'usiner le collecteur.
Brûlage est la finition. Elle intervient après le polissage pour refermer les micro-rayures laissées par le papier de verre. Ces rainures invisibles sont le point de départ d'une oxydation irrégulière et le lieu où l'arc électrique se produit.
La séquence idéale : tourner → polir → sous-couper le mica → biseauter les bords des segments → polissage final avec un grain SiC de 150-200 → brunir.
Méthodes de reconditionnement du collecteur : Dénoyautage, polissage et tournage
Pierre de dressage (sur un moteur en marche)
Le collecteur tourne à la vitesse de fonctionnement. Vous appuyez une pierre abrasive non conductrice - carbure de silicium ou oxyde d'aluminium, lié dans une matrice friable - contre la surface et vous vous déplacez axialement. La pierre s'autodessine au fur et à mesure qu'elle travaille ; les particules émoussées se détachent, exposant de l'abrasif frais. Les pierres les plus grossières (grain 36) rongent les surfaces planes et les crêtes. Les pierres fines (grain 220) réalisent la surface finale.
Effectuez cette opération à pleine vitesse. La force centrifuge maintient les barres du collecteur dans leur véritable position de fonctionnement. Le dénoyautage à vitesse réduite donne une surface qui devient excentrique dès que le moteur atteint le régime nominal.
Un détail qui n'est pas pris en compte : aspirer immédiatement la poussière. Les résidus d'une pierre de dressage sont suffisamment conducteurs pour provoquer des courts-circuits entre les barres s'ils s'accumulent dans les fentes de mica. Nous utilisons une buse d'extraction à pression négative à environ 15 mm derrière la pierre en permanence.
Pourquoi ne jamais utiliser de papier d'émeri sur un commutateur ?
Uniquement de la toile en carbure de silicium (SiC). Pas d'émeri. L'émeri contient des particules métalliques - oxyde de fer, corindon avec des inclusions ferreuses - qui s'incrustent dans le cuivre et deviennent des ponts conducteurs à travers les contre-dépouilles de mica. Nous avons établi que les défaillances dues à l'embrasement étaient directement liées à des résidus de papier émeri.
Enroulez le tissu autour d'un bloc de bois dur arrondi. La bande doit couvrir au moins 150° de la circonférence du collecteur. Appuyez avec le bloc, pas avec les doigts. La pression des doigts arrondit les sommets des segments, créant une surface irrégulière que la brosse ne peut pas suivre.
Tournage au diamant (reconditionnement en usine)
La pointe diamantée (angle d'inclusion de 75°, rayon supérieur R 1,58 mm) effectue des coupes d'une profondeur maximale de 0,013 mm par passage. La vitesse d'avance reste inférieure à 0,13 mm/tour pour éviter le rainurage en spirale. Cela permet d'obtenir une finition proche du bruni.qui est en fait trop lisse pour être utilisé avec un pinceau. Il faut ensuite casser la surface avec un tissu SiC de 150 à 200 grains. Le mica tourné au diamant a tendance à se dresser légèrement (environ 0,005 mm), ce qui est atténué par l'utilisation de l'abrasif de suivi.
Tournage de finition PCD pour la production d'un nouveau commutateur
Pour la production de nouveaux collecteurs, nous utilisons des outils en diamant polycristallin (angle avant γ = 12°, angle de dépouille α = 14°, rayon du nez R 0,1 mm). Le défi avec le cuivre : il est mou, collant et génère rapidement de la chaleur. L'outil PCD lui-même se carbonise au-dessus de 700°C, c'est pourquoi nous procédons à l'extraction des copeaux à haute pression négative et au refroidissement à l'aide d'un flux d'air à grande vitesse - pas de liquide de coupe, qui contaminerait le mica.
Objectif de faux-rond : ≤ 0,006 mm. Rondeur : ≤ 0,003 mm. Hauteur de barre à barre : ≤ 0,0015 mm. Rugosité de surface : Ra 0,1-0,8 μm.
Quand la maintenance sur le terrain révèle un problème d'approvisionnement
Voici quelque chose qui mérite qu'on s'y attarde. Si votre équipe de maintenance polit les collecteurs toutes les quelques centaines d'heures - si le film ne se stabilise jamais, si les brosses s'usent 2 à 3 fois plus vite que prévu - le problème ne vient probablement pas de la personne qui tient la pierre à polir. C'est le collecteur lui-même.
Les trois causes les plus courantes que nous voyons en amont :
- Variation de la hauteur d'une barre à l'autre supérieure à 0,002 mm en usine. La brosse rebondit sur la marche comme une voiture sur une route parsemée de nids-de-poule. Il s'ensuit un arc électrique. Le film ne se forme jamais uniformément.
- Rugosité de surface non conforme aux spécifications de l'usine. Soit trop lisse (finition miroir due à un contrôle qualité paresseux), soit trop rugueuse (marques de frottement dues à l'usure de l'outil). Les deux provoquent une usure accélérée des brosses.
- Mauvais alliage de cuivre pour l'environnement de travail. Le cuivre électrolytique pur convient pour les charges modérées. Les applications à fort courant ou à haute température nécessitent des alliages argent-cuivre ou cadmium-cuivre qui conservent leur dureté à des températures élevées.
Si vous lisez ces lignes parce que vos machines ne cessent de manger les collecteurs, la solution n'est pas une meilleure technique de polissage, mais un meilleur collecteur. Cela signifie des tolérances d'usine plus strictes sur la géométrie des segments, une finition PCD appropriée et une sélection d'alliages de cuivre adaptée à la qualité de votre brosse et à son cycle d'utilisation. C'est ce que nous concevons chaque jour.
Quand le polissage améliore la conductivité et quand il la détruit
La relation n'est pas linéaire. Voici ce qui se passe réellement au niveau du contact électrique :
- Collecteur encrassé/glacé → film d'oxyde et de carbone épais et irrégulier → résistance de contact élevée → formation d'arcs → film plus irrégulier → boucle de défaillance du moteur.
- Collecteur correctement poli → élimination du vieux film → cuivre propre avec une rugosité contrôlée → formation d'un nouveau film sain en quelques heures → faible résistance de contact → fonctionnement stable.
- Collecteur trop poli → finition miroir inférieure à Ra 0,1 μm → le coefficient de frottement du balai augmente → le balai cliquette et rebondit → contact intermittent → formation d'arcs → usure accélérée à la fois du balai et du collecteur.
Le scénario 2 est celui qui convient le mieux. Mais le hic : il faut une plage de rugosité appropriée (6-10 μm de pointe à vallée) avec une densité élevée de fines marques de tour. Plus de marques par unité de longueur = coefficient de frottement effectif plus faible = formation plus rapide et plus uniforme du film.
Un collecteur qui fonctionne bien - film stable, pas d'usure excessive des brosses, pas de formation d'arcs - ne doit pas être poli simplement parce qu'il a l'air sombre ou tacheté. Foncé ne veut pas dire sale. La couleur du film varie de paille à presque noir en fonction de l'humidité, de la charge et de la qualité de la brosse. Si la machine fonctionne bien, ne la touchez pas. Le reconditionnement inutile crée plus de problèmes de collecteur qu'il n'en résout.

Inspection des contre-dépouilles en mica après le polissage du collecteur
Le polissage ou le tournage d'un collecteur réduit la hauteur du cuivre. Si vos contre-dépouilles de mica étaient marginales auparavant, elles sont maintenant moins profondes, voire affleurantes. Le mica affleurant détruit les balais.
Vérifier la profondeur de la contre-dépouille avant et après tout travail de surface. La profondeur de l'évidement ne doit pas dépasser la largeur du mica. Les parois des segments doivent être complètement exemptes de mica - un mince éclat laissé sur la paroi cause plus de problèmes qu'un mica affleurant.
Après le détalonnage, biseauter les bords du segment d'environ 0,5 mm à 45°. Un grattoir en forme de V tiré le long de l'évidement permet de biseauter simultanément les deux bords adjacents du segment. Ensuite, nettoyer, souffler chaque particule de débris de cuivre et de mica, et donner au collecteur son dernier passage avec un tissu SiC de 150-200 grains.
Matrice de décision sur l'état et la maintenance du collecteur
Utilisez-le lorsque vous vous trouvez devant un moteur et que vous essayez de décider ce qu'il faut faire :
| État du commutateur | Action | Outil |
|---|---|---|
| Film brun/tan uniforme, pas d'arc électrique, usure normale des brosses | Ne rien faire | — |
| Suivi du carbone léger dans les fentes de mica | Nettoyer les fentes à l'aide d'une brosse dure, vérifier la profondeur du contre-dépouillement | Grattoir en fibre, pinceau |
| Surface glacée, glissante, broutage des brosses | Léger polissage pour briser la glaçure | Pierre à dresser fine (grain 220) |
| Marques de brûlure, piqûres ou rugosités localisées | Polir pour éliminer les dommages, puis brunir | Pierre de taille (grossière → fine), puis bloc de bois dur |
| Pas visible entre les segments (> 0,025 mm d'une barre à l'autre) | Reconditionnement des machines nécessaire | Tournage (diamant ou TC), puis polissage, contre-dépouille, brunissage |
| Rainurage important, forte excentricité | Reconditionnement complet sur tour | Tournage diamant → finition SiC → contre-dépouille → biseau → brunissage |
| Traînée de cuivre sur les fentes de mica | Problème de surchauffe - s'attaquer à la cause première, puis refaire surface | Étudier la pression des ressorts, la ventilation, puis le reconditionnement complet. |
FAQ : Polissage et brunissage du collecteur
Q : Puis-je utiliser du papier de verre ordinaire pour polir un collecteur ?
Papier ou tissu en carbure de silicium uniquement. L'émeri standard contient des particules métalliques qui se logent dans les contre-dépouilles de mica et créent des chemins conducteurs entre les segments. Cela entraîne un court-circuit entre les barres et un embrasement.
Q : Dans quelle mesure un collecteur doit-il être lisse après le polissage ?
Il faut viser un Ra de 0,4 à 0,8 μm avec une hauteur axiale entre le pic et la vallée de 6 à 10 μm. Une surface trop lisse (inférieure à Ra 0,1 μm) augmente la friction des brosses et empêche la formation d'un film d'oxyde adéquat. Une surface trop rugueuse accélère l'usure des brosses.
Q : Dois-je polir un collecteur lorsque le moteur est en marche ?
Oui, pour le travail de la pierre et le ponçage léger - toujours à pleine vitesse de fonctionnement afin que la force centrifuge maintienne les barres dans leur vraie position de marche. N'essayez jamais d'effectuer un reconditionnement lourd lorsque le moteur est en marche. Et aspirez toujours les débris pendant le processus.
Q : À quelle fréquence les collecteurs doivent-ils être polis ?
Uniquement lorsque l'inspection révèle un problème : marques de brûlure, piqûres, accumulation importante de carbone ou écart mesuré d'une barre à l'autre supérieur à 0,025 mm. Il n'y a pas de calendrier fixe. Certaines machines fonctionnent pendant des années sans nécessiter de remise en état de surface. Il y a plus de problèmes dus à un polissage inutile qu'à une négligence.
Q : Le brunissage améliore-t-il directement la conductivité électrique ?
Pas de manière mesurable. Le brunissage referme les micro-rayures laissées par le polissage, ce qui favorise le développement d'un film d'oxyde plus uniforme. que est ce qui régit la résistance de contact à long terme. Considérez le brunissage comme un investissement dans la qualité du film, et non comme une solution à la conductivité.
Q : L'humidité affecte-t-elle la rapidité avec laquelle le film du collecteur se rétablit après le polissage ?
Oui. À une humidité relative d'environ 50%, l'oxyde cuivreux se forme de manière fiable sur la surface et agit à la fois comme un lubrifiant et comme une couche de résistance contrôlée. En dessous de 10% RH, le film d'oxyde peut ne pas se former du tout - les taux d'usure des brosses augmentent considérablement et l'usure par grippage peut prendre le dessus.
Q : Quelle est la différence entre une pierre de dressage et une pierre de meulage ?
Une pierre de dressage est conçue pour un nettoyage léger et in situ de la surface ; elle élimine les pellicules et les imperfections mineures sans enlever beaucoup de cuivre. Une pierre à rectifier rétablit la concentricité et enlève des matériaux importants. L'utilisation d'une pierre à rectifier alors que vous n'avez besoin que d'une pierre de dressage vous permet de vous retrouver avec un collecteur sous-dimensionné et sans contre-dépouille de mica.
Q : Puis-je polir un collecteur en alliage argent-cuivre de la même manière qu'un collecteur en cuivre exempt d'oxygène ?
Même processus général, mais le cuivre argenté est plus sujet à l'accumulation de chaleur en raison d'une plus grande déformation plastique pendant la coupe. Il convient de maintenir des vitesses modérées, d'utiliser des outils plus tranchants et d'être plus agressif en ce qui concerne l'extraction des copeaux. Les objectifs de rugosité de surface restent les mêmes.
Le reconditionnement fréquent des collecteurs est un symptôme, pas une solution. Si vos moteurs continuent à développer une instabilité du film, un broutage des brosses ou un marquage des barres, parler à notre équipe d'ingénieurs des collecteurs construits avec des tolérances plus strictes - adaptés à la qualité de votre balai, au cycle de travail et à l'environnement d'exploitation.










