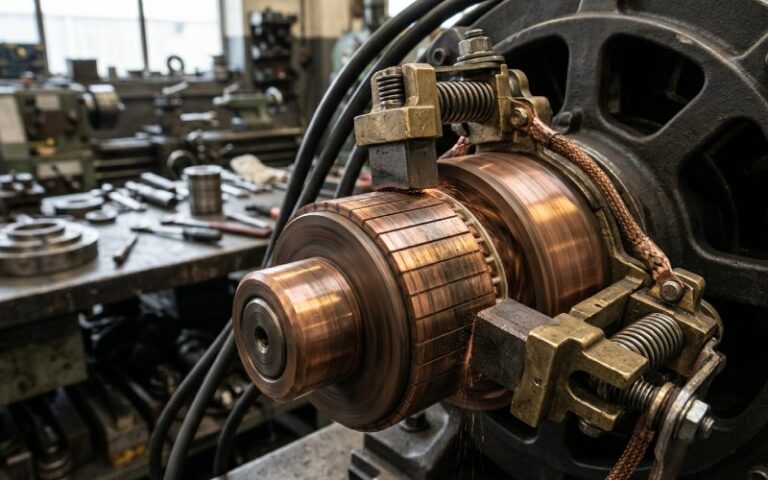
Service de tournage de précision des collecteurs (tournage et resurfaçage)
Rétablir la concentricité, réduire l'usure des balais et améliorer la commutation. Nous usinons des collecteurs neufs et d'occasion avec un faux-rond et un état de surface contrôlés, appuyés par des rapports d'inspection.
Ce que nous faisons
Nous proposons le tournage de collecteurs pour :
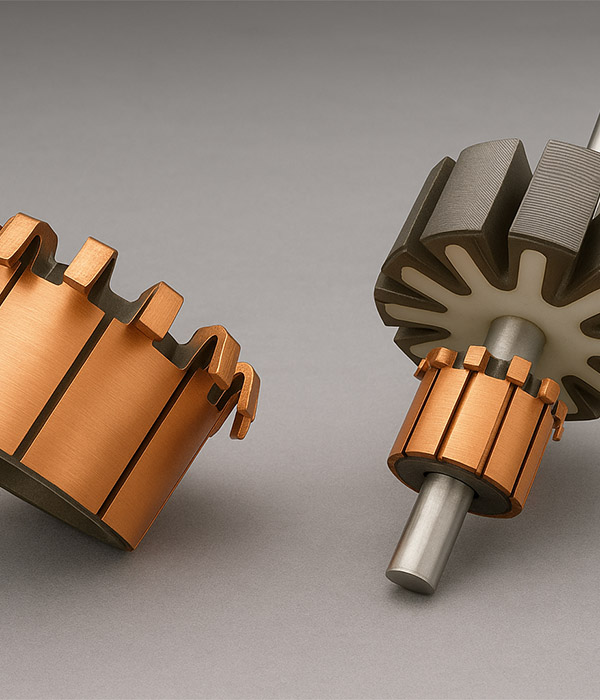
Collecteurs de moteurs à courant continu (nouvelle production et rénovation)
Commutateurs de segments et de solides
Collecteurs en cuivre / alliage de cuivre ; autres matériaux sur examen
Problèmes typiques que nous corrigeons
Dérive du faux-rond / de la concentricité
Ovalisation due à l'usure ou à un mauvais serrage
Rainurage et vitrage
Surface irrégulière qui accélère l'usure des brosses
Dommages mineurs nécessitant un resurfaçage
Capacités et tolérances
Important : Les tolérances finales dépendent de l'état de réception, de la disponibilité du point de référence et du matériau restant. Nous confirmons la faisabilité après avoir examiné les dessins ou les échantillons.
| Article | Capacité typique | Remarques |
| Diamètre du commutateur | 2,5 mm - 350 mm | En fonction de la géométrie de la pièce et de la fixation |
| Longueur du commutateur | 10 mm - 500 mm | S'adapte aux arbres standard et allongés |
| Enlèvement des stocks | 0,05 - 0,25 mm | Tournage d'écrémage typique ; les dommages importants sont examinés au cas par cas. |
| Rugosité de la surface (Ra) | 1,0 - 1,5 μm | Peut être optimisé pour répondre à des exigences spécifiques en matière de qualité des brosses |
| Ovalité / rondeur | ≤ 0,015 mm | Lorsque les conditions d'arrivée et la précision du point de référence le permettent |
| Vitesse de coupe | 200 - 600 m/min | Fenêtre typique ; dépend du diamètre et du matériau |
| Vitesse d'alimentation | 0,05 - 0,5 mm/tour | Fenêtre typique ; dépend de l'outillage et de l'objectif de finition |
Outil et méthode
Outillage avancé pour une finition de surface stable
Dispositifs de tournage dédiés aux collecteurs et procédures d'alignement précises
Sélection appropriée de l'outillage pour le cuivre : PCD (diamant polycristallin) ou carbure à micro-grains en fonction de l'état et de l'objectif de finition
Contrôle des paramètres de coupe et des passes de finition pour une texture de surface homogène
Opérations optionnelles (si nécessaire) :
Découpage du mica / ouverture de la rainure
Chanfreinage / ébavurage des bords
Nettoyage de précision et emballage protecteur sous vide

Processus
Devis et DFM (dans les 12 heures)
Envoyez des dessins (PDF/DWG/STEP) ou des échantillons. Nous confirmons la stratégie de référence, l'élimination des stocks et le plan d'inspection.
Contrôle à la réception
Contrôle visuel + dimensions clés + ligne de base du faux-rond. Nous évaluons si la pièce contient suffisamment de matière pour un resurfaçage.
Mise en place et alignement
Nous nous alignons sur le point de référence défini (arbre/alésage/OD selon le dessin). Pour les pièces remises à neuf, nous sélectionnons le point de référence le plus fiable sur la base des schémas d'usure.
Tournage d'écrémage / resurfaçage
Passe d'ébauche (si nécessaire) → passe de finition pour obtenir le Ra et la concentricité voulus.
Ébavurage, nettoyage et protection
Éliminer les arêtes vives et les copeaux ; nettoyer la surface ; protéger contre l'oxydation et les dommages dus à la manipulation.
Inspection finale et rapport
Nous mesurons les dimensions critiques et le faux-rond. Un rapport d'inspection est fourni.

Délai de livraison et MOQ
Délai typique
Échantillons / petits lots : 3-5 jours ouvrables après confirmation
Lot de production : 10-15 jours ouvrables en fonction de la quantité et des opérations
MOQ
Pas de MOQ pour le devis
Production MOQ : 10 pièces en fonction du type de pièce et des exigences de configuration
Ce que vous devez nous envoyer
Pour que la citation soit exacte, veuillez fournir les informations suivantes :
Dessin avec tolérances critiques (PDF/DWG/STEP de préférence)
Matériau/spécification (qualité du cuivre si connue)
Quantité et date de livraison prévue
En cas de remise en état : photos de l'état actuel et indication si le collecteur a déjà été tourné.
Opérations requises : tournage seul / tournage + détalonnage / ébavurage / nettoyage / emballage
Types de fichiers acceptés : PDF, DWG, STEP, IGS, X_T, SLDPRT, ZIP

Applications
Notre service de tournage de collecteurs est couramment utilisé dans les cas suivants
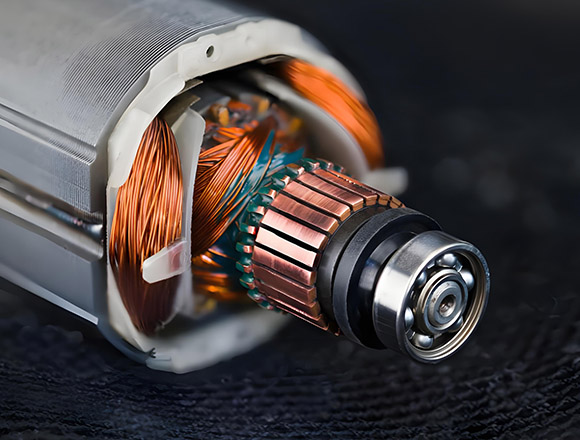
Tournage de l'écumoire du collecteur avant l'assemblage des brosses
Resurfaçage du collecteur pour l'entretien et la rénovation
Rectification et correction du faux-rond après l'emmanchement ou le bobinage
Préparation de la surface pour réduire les arcs et le bruit des brosses
Amélioration de la cohérence pour la production de moteurs en grande série
Demande de devis (réponse en 12 heures)
Téléchargez votre dessin ou vos photos. Nous vous répondons en vous indiquant le prix, le délai de livraison et un plan d'inspection/de tolérance clair.
Nous ne partagerons jamais vos dessins. NDA disponible sur demande.
Courriel
+86 17820674273
Adresse
Parc scientifique et technologique de Taixing, n° 3, route de Taixing, ville de Dongguan, province du Guangdong
FAQ
Le tournage du collecteur est un processus d'usinage de précision qui consiste à enlever une petite quantité de matière pour rétablir la rondeur et la concentricité, produisant ainsi un état de surface cohérent pour le contact avec les brosses.
Oui. Nous évaluons d'abord l'état de la pièce entrante (profondeur de l'usure, fissures, segments desserrés, matière restante). Si le resurfaçage est possible, nous confirmons l'enlèvement de matière et les dimensions finales avant l'usinage.
L'ovalisation/la rondeur typique peut atteindre ≤ 0,015 mm lorsque les conditions d'arrivée le permettent. La capacité finale dépend de la sélection des points de référence, de la géométrie de la pièce et du matériau restant. Nous confirmons la faisabilité au stade du devis.
Oui. Nous fournissons un rapport d'inspection avec les dimensions clés et les vérifications de rodage sur la base du plan convenu.
Oui. Si nécessaire, notre service peut inclure le décolletage de précision du mica, le chanfreinage des bords, l'ébavurage, le nettoyage industriel et l'emballage de protection contre l'oxydation.
En général 3-5 jours ouvrables pour les échantillons ou les petits lots, et 10-15 jours ouvrables pour les lots de production après confirmation, en fonction de la quantité et des opérations spécifiques.
Le format PDF pour examen est acceptable ; STEP/DWG/IGS est préférable pour une évaluation précise. Des photos sont utiles pour les pièces remises à neuf.
Ressource connexe
Chez XDC, nous partageons nos connaissances approfondies sur les commutateurs, les processus de fabrication et notre expérience dans le secteur sur notre blog. Nous vous invitons à consulter ces articles pour en savoir plus sur notre expertise.
L'étincelage et l'usure du collecteur : Pourquoi les balais doivent être alignés sur le plan neutre du moteur
Le plan neutre du moteur est la position de marche où la bobine sous le balai peut inverser le courant avec le...

Bruit de grincement du moteur à courant continu : est-ce le balai de carbone ou le commutateur ?
Lorsqu'un moteur à courant continu commence à grincer, la plupart des gens remplacent d'abord les balais. Parfois, cela fonctionne. Parfois, le bruit disparaît...

Comment vérifier l'arrondi ou le faux-rond d'un collecteur ?
La plupart des mauvais relevés commencent avant que l'indicateur ne touche le cuivre. C'est généralement là que réside tout le problème. Pas la jauge....



