Procédé de fabrication d'un commutateur
Un flux de fabrication contrôlé et reproductible pour les collecteurs en cuivre utilisés dans les moteurs à courant continu, les démarreurs et les générateurs, soutenu par un examen technique, une traçabilité et une inspection documentée.
En bref
Ce que nous fabriquons
Commutateurs moulés
Collecteurs à anneau en V
Collecteurs à bague thermorétractable
Conceptions personnalisées basées sur des dessins/échantillons
Ce à quoi vous pouvez vous attendre
Retour d'information DFM (si nécessaire) avant la production
Points de contrôle clairs du processus (dimensionnel + électrique)
Enregistrements traçables des étapes clés et des résultats de l'inspection
Devis rapide dans les 24 heures après confirmation des dessins/spécifications


Pourquoi le contrôle des processus est important pour les commuteurs
Les collecteurs fonctionnent sous l'effet de la chaleur, de la vitesse, des contraintes mécaniques et de la charge électrique. De petites variations dans la concentricité, le faux-rond, l'état de l'isolation, la qualité de la contre-dépouille ou l'intégrité du segment peuvent entraîner :
usure des brosses et formation d'étincelles
les problèmes de vibration et de bruit
surchauffe et défaillance de l'isolation
une durée de vie et des retours plus courts
Notre processus de fabrication est conçu pour réduire ces risques en contrôlant les caractéristiques critiques à plusieurs étapes, et pas seulement lors de l'inspection finale.
Aperçu de notre processus de fabrication de collecteurs
Ingénierie → Préparation des matériaux → Assemblage → Durcissement → Usinage → Découpe et finition → Assaisonnement → Essais → Emballage
1. Examen de l'ingénierie
Afin d'éviter de futures inadéquations, nous confirmerons les détails de l'application et du dessin, y compris la tension/courant de fonctionnement, la plage de vitesse/le cycle de service, la sélection du type de collecteur, les dimensions et tolérances critiques, les exigences en matière d'isolation/de biseautage et les exigences en matière d'équilibrage.Vous recevrez une liste de confirmation ou des instructions DFM (si nécessaire) ainsi qu'un devis exposant clairement toutes les hypothèses.
2. Préparation du matériel et contrôle à l'entrée
Le cuivre, l'isolant (mica) et les matériaux connexes sont préparés et vérifiés avant l'assemblage :
- vérification visuelle et dimensionnelle
- Traçabilité des matériaux : Toutes les matières premières entrantes (par exemple, cuivre allié Cu-Ag, feuilles de mica, anneaux en acier). Chaque lot de production peut être retracé jusqu'aux certificats d'essai de l'usine d'origine (MTC) afin de garantir la pureté des matériaux et les propriétés mécaniques.
3. Assemblage des segments et de l'isolation
Les segments et l'isolation sont assemblés en fonction de la structure du collecteur sélectionnée :
- contrôle de l'alignement et de l'espacement des segments
- Placement de l'isolant et vérification de la cohérence
- vérification de l'intégrité mécanique avant le durcissement
4. Durcissement / Collage
En fonction de la conception, nous utilisons un durcissement/collage contrôlé pour assurer la stabilité et réduire les mouvements lors de l'usinage ultérieur.
- Contrôles du durcissement : Les procédés de thermodurcissement sont strictement contrôlés dans des fours calibrés. Les profils standard vont de 160°C à 180°C pendant 4 à 8 heures, ce qui garantit que la résine de moulage ou l'isolant de l'anneau en V est entièrement polymérisé et détendu.
5. Usinage de précision
L'usinage est effectué pour obtenir la géométrie et l'état de surface requis :
- Usinage OD/ID et tournage de face
- Limites de précision : Nous maintenons régulièrement les tolérances OD/ID à ±0,005 mm et contrôlons le faux-rond à 0,008 mm (en fonction de la taille et de la structure de la pièce).
- contrôle de l'état de surface (généralement Ra 0,4 à Ra 0,8 selon les spécifications)
6. Détourage et finition
Le décolletage et la finition sont effectués pour répondre aux exigences de commutation des brosses et d'isolation :
- contrôle de la profondeur et de la largeur du contre-dépouillement
- finition des bords / ébavurage
- Nettoyage des fentes et contrôle visuel
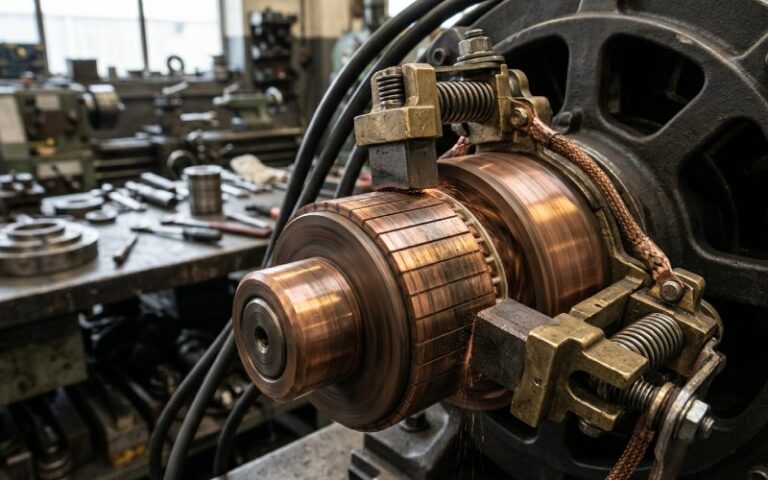
7. Assaisonnement / Essai d'essorage
Le cas échéant, nous procédons à un rodage contrôlé pour confirmer la stabilité avant les essais électriques finaux.
- Critères d'acceptation : Les collecteurs sont chauffés (par exemple à 150°C) et tournent à grande vitesse (jusqu'à 10 000 - 30 000 tours/minute, selon le diamètre extérieur). Le soulèvement/déplacement maximal admissible de la barre est strictement contrôlé (typiquement < 0,002 mm) pour garantir la stabilité sous les forces centrifuges extrêmes du moteur.
8. Inspection finale, essais et libération
Avant d'être expédiées, les pièces sont vérifiées par rapport aux exigences des dessins et des spécifications.
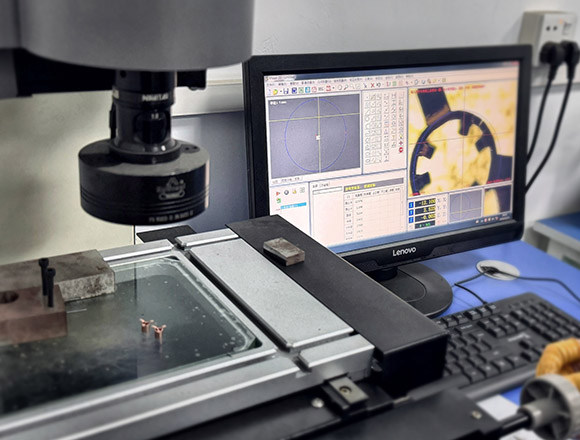
Contrôle de la qualité et essais en laboratoire
Nous effectuons des contrôles dimensionnels et électriques pour confirmer la sécurité et les performances du collecteur.
Inspection dimensionnelle et mécanique
Mesure OD/ID/longueur
vérification du faux-rond et de la concentricité
contrôle de la géométrie des contre-dépouilles
inspection visuelle (bords des segments, état de l'isolation, propreté)
vérification de l'équilibre (si nécessaire)
Essais électriques
résistance d'isolation (IR)
haut potentiel (Hi-Pot)
essai de surtension (le cas échéant)
contrôles de continuité
Documentation et traçabilité
Conservation des documents : Tous les enregistrements d'inspection dimensionnelle et électrique sont liés au code QR du lot et conservés en toute sécurité. 5 ans.

Équipements et capacités
Centres de tournage et d'alésage CNC de précision pour l'usinage OD/ID et l'usinage de surface
Machines à découper automatisées pour une géométrie précise des fentes d'isolation
Concentricité/exécution : Contrôleurs de circularité et comparateurs de précision Mahr
Instruments électriques : Testeurs automatisés Hi-Pot, mégohmmètres (IR) et stations de test de surtension
Équilibre : Machines d'équilibrage dynamique Schenck
Jauges d'inspection : Comparateurs optiques Mitutoyo, jauges de bouchons et d'anneaux Go/No-Go sur mesure
Soutien à l'ingénierie
Si vous fournissez des dessins ou des échantillons, notre équipe d'ingénieurs peut vous aider :
recommandation du type de collecteur en fonction de la charge, de la vitesse et de l'espace
l'examen des tolérances et le retour d'information sur la fabricabilité
suggestions en matière d'isolation et de contre-dépouille pour la performance des brosses
prototypage rapide et processus d'approbation des échantillons
Que faut-il envoyer pour obtenir les meilleurs résultats ?
Dessin 2D (PDF) + modèle 3D (STEP/IGS/X_T/SolidWorks) si disponible
détails de l'application (tension/courant/vitesse/fonctionnement)
quantité cible et calendrier

Emballage et expédition
Pour protéger les surfaces du collecteur et maintenir la propreté :
Protection contre la corrosion : Tous les collecteurs en cuivre sont emballés en utilisant Sacs VCI (Volatile Corrosion Inhibitor) et déshydratants à base de gel de silice pour éviter l'oxydation pendant le transport maritime ou aérien.
Protection mécanique : Les pièces sont placées en toute sécurité dans des plateaux en mousse EPE moulée sur mesure ou dans des cloisons cellulaires robustes afin d'éviter les dommages et les rayures sur les bords.
un étiquetage clair des pièces et une identification de la commande pour faciliter la réception.
Demande de devis
Obtenez l'avis d'un ingénieur et un devis dans les 24 heures.
Téléchargez des dessins/modèles et décrivez-nous l'application - notre équipe d'ingénieurs vous répondra avec des commentaires DFM ou un devis précis dès que les spécifications auront été confirmées.
Formats de téléchargement pris en charge
PDF / DWG / STEP / IGS / X_T / SolidWorks / ZIP
Courriel
+86 17820674273
Adresse
Parc scientifique et technologique de Taixing, n° 3, route de Taixing, ville de Dongguan, province du Guangdong
FAQ
Nous produisons des collecteurs moulés, des collecteurs à anneau en V et des collecteurs à anneau fretté, y compris des conceptions personnalisées sur la base de dessins ou d'échantillons.
Oui. Si aucun dessin n'est disponible, nous pouvons évaluer un échantillon et confirmer les dimensions clés, le type de structure et les exigences d'essai avant d'établir un devis.
Les tests les plus courants comprennent l'inspection dimensionnelle, les vérifications du faux-rond/de la concentricité, la vérification de la contre-dépouille, l'inspection visuelle, la résistance d'isolation (IR), le test Hi-Pot et le test de surtension, le cas échéant.
Oui. Nous pouvons fournir des rapports d'inspection par commande ou par lot. Des modèles de rapports sont disponibles sur demande (les données sensibles peuvent être expurgées).
Fichiers dessin/modèle, préférence pour le type de collecteur (le cas échéant), tolérances clés, détails de l'application (tension/courant/vitesse/décharge), quantité et délai de livraison prévu.
Ressource connexe
Chez XDC, nous partageons nos connaissances approfondies sur les commutateurs, les processus de fabrication et notre expérience dans le secteur sur notre blog. Nous vous invitons à consulter ces articles pour en savoir plus sur notre expertise.
L'étincelage et l'usure du collecteur : Pourquoi les balais doivent être alignés sur le plan neutre du moteur
Le plan neutre du moteur est la position de marche où la bobine sous le balai peut inverser le courant avec le...

Bruit de grincement du moteur à courant continu : est-ce le balai de carbone ou le commutateur ?
Lorsqu'un moteur à courant continu commence à grincer, la plupart des gens remplacent d'abord les balais. Parfois, cela fonctionne. Parfois, le bruit disparaît...

Comment vérifier l'arrondi ou le faux-rond d'un collecteur ?
La plupart des mauvais relevés commencent avant que l'indicateur ne touche le cuivre. C'est généralement là que réside tout le problème. Pas la jauge....



