Effets de l'isolation au mica en saillie sur la performance motrice
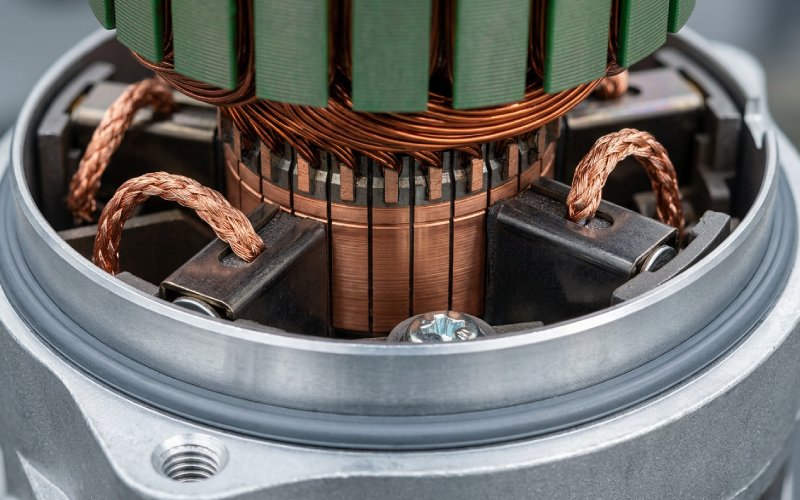
Isolation en mica en saillie, souvent appelée haute teneur en mica, c'est-à-dire l'isolation entre commutateur les barres se trouvent trop près de la surface du cuivre, ou au-dessus de la trajectoire effective du balai après usinage et usure. Le moteur peut encore tourner. Le courant passe toujours. Là n'est pas la question. Le contact devient d'abord instable. C'est alors que les problèmes visibles commencent.
Dans la fabrication des collecteurs, la présence de mica n'est pas considérée comme un problème mineur de finition. Il s'agit d'un défaut géométrique à l'interface électrique de glissement. Lorsque le balai cesse de rouler sur une piste de cuivre propre et commence à traverser des bords d'isolation durs, les performances du moteur changent assez rapidement : plus de vibrations, commutation moins stable, film irrégulier, augmentation de la température du balai, écaillage des bords et dommages aux barres qui apparaissent généralement plus tard qu'ils n'ont été créés.
Table des matières
Ce que fait le mica en saillie à l'intérieur d'un moteur en marche
La première perte n'est généralement pas la vitesse ou le couple. C'est la marge.
La face d'une brosse semble large, mais le contact conducteur réel est limité et change constamment. Ce contact nécessite une continuité du cuivre, une rugosité contrôlée, des fentes propres et une transition prévisible d'une barre à l'autre. Une forte teneur en mica rompt cette condition. La brosse se soulève microscopiquement à chaque fente affectée. Parfois seulement un peu. Répété des centaines ou des milliers de fois par minute, c'est suffisant.
À partir de là, la séquence est familière :
- les brosses commencent à bavarder
- le transfert de courant devient inégal
- le film du collecteur cesse de se former uniformément
- la chaleur locale monte
- l'étincelle devient plus facile à déclencher
- l'usure des brosses s'accélère
- les bords de la barre commencent à marquer, puis à brûler
Le moteur tourne encore pendant une partie de cette séquence. C'est pourquoi le défaut est souvent sous-estimé.
Pourquoi un taux élevé de mica ne se limite pas à l'usure des brosses
L'usure des brosses n'est que la partie visible de la facture.
Ce que le mica élevé change vraiment, c'est la qualité de la commutation. Lorsque le balai ne peut rester fixé sur le trajet du cuivre, la goutte de contact se déplace. La qualité du film dérive. Le frottement cesse d'être stable. Une machine qui semblait acceptable lors d'essais de courte durée peut devenir bruyante en service, en particulier sous une charge légère, une charge fluctuante ou après que le film de surface a été perturbé par la poussière, l'humidité ou les variations de température.
Ceci est important pour les acheteurs OEM car le défaut ne reste pas localisé à la fente de mica. Il se propage dans :
- durée de vie des brosses plus courte
- risque plus élevé de formation d'étincelles dans le collecteur
- transfert de courant instable sur l'induit
- des arrêts de maintenance plus fréquents
- une plus faible tolérance aux variations de charge
- reprise antérieure ou remplacement du collecteur
Donc, oui, le mica qui dépasse est un détail d'isolation. C'est aussi une question de coût du cycle de vie.
Problèmes de moteur courants causés par la présence de mica en saillie
| Symptôme moteur | Ce qui se passe généralement au niveau du collecteur | Impact sur les performances |
|---|---|---|
| Bruit de brosse ou crissement | Le pinceau frappe les bords durs du mica au lieu de rester sur une piste de cuivre stable. | Contact instable, frottement croissant, transfert de courant inégal |
| Des étincelles légères qui s'aggravent avec le temps | L'évidement du mica est trop peu profond, les bords de la fente sont rugueux ou des bavures subsistent après l'usinage. | Faible marge de commutation, échauffement local, rupture du film |
| Usure rapide des brosses avec bords ébréchés | Les crêtes d'isolation dures et la mauvaise géométrie des arêtes frappent la face de la brosse de manière répétée. | Réduction de la durée de vie des brosses, plus de poussière, plus d'entretien |
| Taches sombres ou bords de barre brûlés | Une concentration locale de courant et un film instable se développent aux transitions de la barre endommagée. | Attaque du cuivre, marquage des barres, endommagement progressif de la surface |
| Les problèmes apparaissent après avoir tourné ou refait surface | Le cuivre a été restauré, mais la propreté de l'encoche, du chanfrein ou de la fente du mica n'a pas été contrôlée par la suite. | Le collecteur fraîchement usiné tombe en panne en début de fonctionnement |
| Le moteur se comporte moins bien que prévu à faible charge | Le film de contact est faible et la surface tolère moins bien les défauts de géométrie. | Bruit, cliquetis, étincelles irrégulières, fonctionnement instable |
Quelles sont les causes habituelles d'un taux de mica élevé ?
Il n'y a que quelques causes profondes. Les gens parviennent encore à les dissimuler sous des changements de pinceaux et des remaniements sur le terrain.
1. Le sous-cavage est trop superficiel
Il s'agit d'un cas direct. Le cuivre est usiné, le mica n'est pas assez encastré et la brosse finit par croiser l'isolation trop tôt.
2. L'empreinte du mica est irrégulière sur la circonférence.
Une profondeur moyenne peut sembler acceptable. La cohérence d'une fente à l'autre ne l'est pas. Une partie du collecteur se comporte bien, une autre partie commence à poser problème.
3. Des bavures subsistent sur les bords des barres
Un collecteur peut tomber en panne même si la profondeur du mica est proche de la cible. Les bavures et les ailettes suffisent à perturber la course du balai.
4. Le chanfrein est absent ou mal contrôlé
La brosse ne doit pas rencontrer une arête vive du cuivre après le décolletage. Une transition dure augmente les chocs mécaniques et affaiblit le modèle de contact.
5. Le conditionnement final de la surface est incorrect
Une surface polie n'est pas toujours une bonne surface. Trop lisse, le film a du mal à passer. Trop rugueuse, l'usure des brosses augmente. Le mica élevé devient moins tolérant dans les deux sens.
6. Le contrôle de la fabrication s'arrête à l'usinage
Ce point est plus important qu'il n'y paraît. Si la ligne ne vérifie que le diamètre et l'apparence, les défauts de mica importants passent au travers parce que le vrai problème est le profil, le creux, l'état des bords et la propreté de la fente. Il ne s'agit pas d'un élément en particulier.
Valeurs de contrôle d'usine typiques pour la géométrie de l'empreinte et du bord du mica
Il s'agit de gammes techniques typiques, Il n'existe pas de nombre universel pour chaque modèle de collecteur. La largeur des barres, la largeur des fentes, le diamètre, la vitesse, la qualité des brosses et l'utilisation sont autant d'éléments qui entrent en ligne de compte.
| Poste de contrôle | Objectif typique d'une usine | Note pratique |
|---|---|---|
| Profondeur de contre-dépouille du mica | 1,0 à 1,5 mm (0,04 à 0,06 pouce) pour de nombreux collecteurs à barre moyenne | Une règle courante est la suivante environ 1 à 1,5 fois la largeur de la fente, puis confirmer par rapport au dessin et à la demande |
| Chanfrein de la barre | 0,2 à 0,5 mm à 45°. | Léger chanfrein. Suffisamment pour adoucir la transition, pas assez pour gaspiller le cuivre. |
| Rugosité finale du collecteur | Souvent 0,9 à 1,8 µm Ra pour les unités industrielles | Les petits collecteurs peuvent nécessiter une finition plus fine ; la rugosité doit permettre d'obtenir un film stable, et non un poli miroir. |
| État de la fente | Pas d'ailettes en mica, pas de bavures de cuivre, pas de débris emballés | L'approbation visuelle ne suffit pas s'il subsiste des incohérences au niveau du profil |
| Vérification du profil / du faux-rond | Vérifié par rapport au dessin après usinage et décolletage | Le diagnostic de la teneur élevée en mica n'est plus fiable si le contrôle du profil est ignoré. |
Un fournisseur qui donne un seul chiffre fixe de contre-dépouille pour chaque diamètre et chaque géométrie de barre simplifie trop. Le nombre a de l'importance. La relation entre la largeur de la fente, la largeur de la barre, l'état de surface et le contrôle final est plus importante.
Pourquoi il s'agit d'un problème de fabrication, et pas seulement d'un problème de réparation
La réparation sur le terrain peut supprimer le symptôme. Elle ne répare pas la logique de production qui l'a créé.
C'est là toute la différence.
Si un collecteur quitte l'usine avec un creux peu profond, un profil de fente incohérent, un ébavurage faible ou une rupture de bord incontrôlée, le client hérite du travail de correction. Le tournage et le détalonnage en service peuvent rétablir le fonctionnement pendant un certain temps. Cela ajoute de la main-d'œuvre, des risques, des temps d'arrêt et des variations qui n'auraient jamais dû être externalisés sur le terrain.
Pour un fabricant de collecteurs, la meilleure position est simple :
- maintenir l'encoche en mica en tant que dimension contrôlée
- contrôle de la géométrie du bord de la barre après le tronçonnage
- vérifier la propreté de la fente avant de la libérer
- vérifier le profil, pas seulement l'apparence
- maintenir la répétabilité du processus à un niveau suffisamment élevé pour que le comportement des brosses soit prévisible d'un lot à l'autre
C'est ce que les acheteurs paient réellement. Pas seulement pour le cuivre. Stabilité.
Comment nous contrôlons le mica en saillie dans la production
Nous ne considérons pas le détalonnage comme une étape de nettoyage cosmétique après l'usinage. Nous la considérons comme l'une des dimensions qui déterminent si le moteur fonctionnera tranquillement ou s'il devra être retravaillé.
Notre logique de production s'articule autour de cinq contrôles.
1. Nous contrôlons la profondeur de l'évidement en tant que dimension réelle
Pas “semble encastré”. Il s'agit d'un encastrement mesuré.
La profondeur de la contre-dépouille est déterminée par la géométrie de la barre et de la fente, puis vérifiée par rapport à la fenêtre de conception du collecteur. Pour les barres de conception moyenne, cela signifie souvent un dégagement de l'ordre de 1,0 à 1,5 mm, mais la limite de dégagement réelle dépend du dessin et de l'application, et non de l'habitude.
2. Nous contrôlons la cohérence des créneaux, et pas seulement la profondeur moyenne
Une seule fente peu profonde peut suffire à créer un cliquetis. La profondeur moyenne est donc en soi une méthode de contrôle peu efficace. La configuration des fentes doit rester cohérente sur toute la circonférence.
3. Nous éliminons les bavures et contrôlons les chanfreins ensemble
Une contre-dépouille propre avec une arête endommagée reste un mauvais résultat. Nous contrôlons les transitions entre les arêtes des barres, avec un léger chanfrein et sans laisser d'ailettes de cuivre après l'usinage.
4. Nous contrôlons la surface de contact finale
La surface du collecteur doit être bien finie pour que les brosses puissent s'y loger et que le film se forme. Une surface trop brillante pose un problème. Une finition trop rugueuse en est un autre. L'objectif est d'obtenir une surface de glissement utilisable, et non une finition décorative.
5. Nous vérifions la géométrie avant la diffusion
Le diamètre seul ne dit pas la vérité. Nous vérifions le profil et l'état de marche par rapport aux exigences du dessin afin que le client ne soit pas obligé de découvrir le défaut lors du rodage de la brosse.
Quand le remaniement n'est pas la bonne solution
Tous les cas de forte teneur en mica ne doivent pas être corrigés en service.
Un collecteur doit être remplacé au lieu d'être remis en état à plusieurs reprises lorsqu'il n'est pas en état de fonctionner :
- la marge de cuivre restante est déjà limitée
- les dommages causés par les barres se sont étendus au-delà des légères marques sur les bords
- L'incohérence de la fente revient après correction
- les problèmes de profil et la teneur élevée en mica coexistent
- le client a besoin de performances OEM reproductibles, et non d'une récupération temporaire
Ce point est important pour les projets d'exportation. Les acheteurs comparent souvent le prix à la pièce, puis perdent plus d'argent par la suite en raison de l'usure des balais, des tests instables, du tri de la garantie et de la main-d'œuvre de maintenance. Un collecteur bon marché avec un faible contrôle du mica n'est pas bon marché très longtemps.

Pourquoi la sous-cotation de la précision de l'usine est-elle importante pour les acheteurs OEM ?
Le mica en saillie est l'un de ces défauts qui ont l'air petits mais qui coûtent cher.
Pour les fabricants de moteurs, cela affecte l'homogénéité à l'entrée, l'assise des balais, la stabilité des tests de fin de ligne et la durée de vie. Pour les reconstructeurs, cela signifie un travail de correction supplémentaire avant qu'une unité ne soit fiable. Pour les marques d'équipement, cela augmente le risque qu'un problème de balai soit imputé à l'ensemble du moteur.
Le décolletage de précision en usine élimine cette incertitude plus tôt, là où elle doit l'être.
Un collecteur correctement fabriqué doit être livré avec :
- cavité en mica contrôlé
- profil de fente propre
- géométrie stable du bord de la barre
- finition de surface appropriée
- géométrie reproductible d'une pièce à l'autre
C'est le meilleur point de départ pour l'armature d'un moteur à courant continu ou la plate-forme d'un moteur universel.
FAQ
Qu'est-ce que le mica en saillie dans un collecteur ?
Il s'agit d'un état dans lequel l'isolation en mica entre les barres du collecteur est trop élevée par rapport à la surface de roulement en cuivre, ou trop proche de la trajectoire des brosses après l'usinage et l'usure.
Une teneur élevée en mica peut-elle provoquer des étincelles au niveau des brosses ?
Oui, une forte teneur en mica réduit la stabilité du contact au niveau de la transition entre les barres. Cela facilite la formation d'étincelles, en particulier lorsque des bavures, un chanfrein faible, un film de mauvaise qualité ou des problèmes de profil sont présents en même temps.
A quelle profondeur faut-il découper le mica du collecteur ?
Pour de nombreux collecteurs à barre moyenne, la plage typique est la suivante 1,0 à 1,5 mm (0,04 à 0,06 pouce), souvent autour de 1 à 1,5 fois la largeur de la fente. La profondeur finale doit être fonction de la conception du collecteur, de la vitesse d'application et du système de brosses.
Le mica en saillie est-il un défaut de fabrication ou un problème d'usure ?
Il peut s'agir de l'un ou l'autre, mais pour les nouveaux collecteurs, il s'agit principalement d'un problème de contrôle de fabrication. En service, l'usure normale du cuivre ou un resurfaçage incorrect peuvent aggraver la situation.
Le chanfreinage est-il important après le détalonnage ?
Oui. Un léger chanfrein sur le bord de la barre réduit le choc mécanique lors du passage des brosses. Sans ce chanfrein, même une profondeur d'évidement correcte peut encore avoir un mauvais comportement.
Un changement de brosse peut-il résoudre le problème du mica élevé ?
Pas au niveau de la racine. Une brosse différente peut modifier la configuration des symptômes, mais elle n'élimine pas les creux de mica peu profonds, les bavures ou la mauvaise géométrie des bords.
Le polissage miroir est-il bon pour la surface d'un collecteur ?
Non. Une surface miroitante va souvent à l'encontre de la formation d'un film stable. L'objectif est de contrôler la rugosité et non d'obtenir une brillance maximale.
Besoin de collecteurs OEM avec une cavité en mica contrôlée ?
Si votre fournisseur actuel laisse au hasard la profondeur de contre-dépouille, l'état des arêtes de barres ou la cohérence des rainures, le moteur le montrera plus tard par l'usure des balais, une commutation instable et des retouches qui pourraient être évitées.
Nous fabriquons des collecteurs avec un creux de mica contrôlé, une géométrie de fente propre et une inspection au niveau de la production pour une performance stable des balais dans les applications OEM et de remplacement.
Envoyez-nous votre dessin, Les paramètres de l'échantillon ou du moteur pour l'évaluation.










