Guide de défaillance de la barre de commutation
Comment l'alliage et le séchage réduisent le marquage des barres fendues, le traînage du cuivre et les barres brûlées
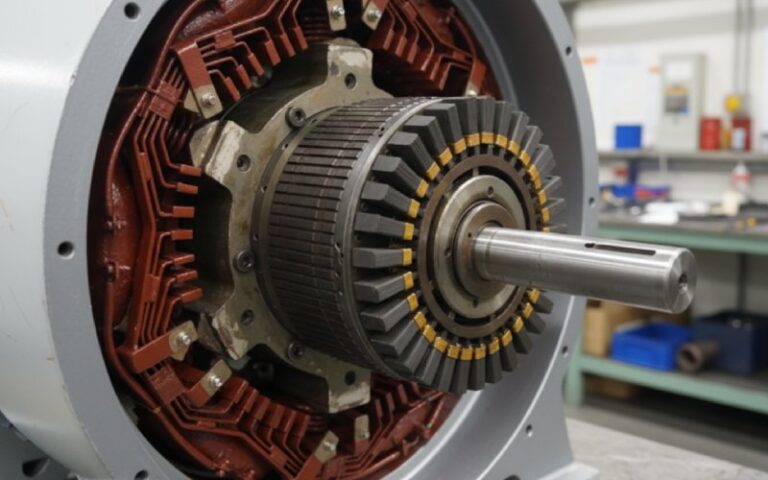
Vous savez déjà ce que fait un collecteur.
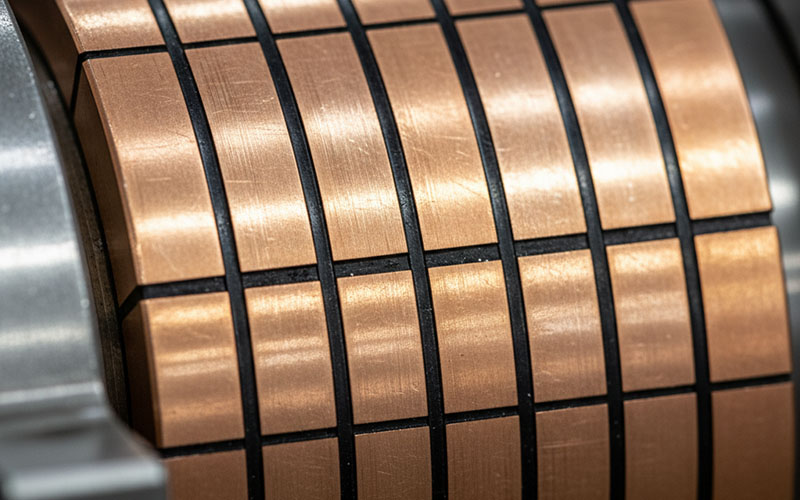
Vous avez vu des barres sombres, du cuivre étalé dans les interstices et des brosses qui signalent discrètement chaque erreur.
Il ne s'agit donc pas d'une explication.
Il s'agit de comment les choix de barres de collecteur se traduisent par des schémas de défaillance, et comment rédiger un cahier des charges qui vous mette à l'abri des pires situations.
Table des matières
1. Lorsque vous achetez des barres de collecteur, que voulez-vous vraiment ?
La plupart des dessins se contentent de dire “commutateur en cuivre et passer à autre chose.
Dans la pratique, vous bloquez bien plus que cela.
Voici les leviers qui comptent vraiment.
1.1 Système de cuivre et teneur en argent
Le matériau de base est le cuivre à haute conductivité, généralement d'une pureté de 99,9%.
Pour les applications plus chaudes et plus lourdes (traction, aciéries, gros entraînements à courant continu), nous passons généralement à l'option cuivre argentifère:
- petit ajout d'argent
- une bien meilleure résistance au ramollissement et au fluage à la température
- conductivité encore proche de celle du cuivre pur
Règle empirique interne :
- Moteurs à faible contrainte et à basse température → du cuivre simple à haute conductivité suffit généralement.
- Densité de courant élevée, surcharges fréquentes, boîtier chaud → considérer le cuivre argentifère comme une valeur par défaut et non comme un luxe.
1.2 État mécanique de la barre
Il ne s'agit pas seulement d'alchimie.
Les bars sont généralement extrudés et étirés à froid jusqu'au profil final de la cale. Cela permet de travailler à froid :
- dureté
- limite d'élasticité
- le comportement de la surface une fois que les brosses commencent à découper un film
Nous ne restons pas dans le vague.
- Pour les moteurs à courant continu de traction et de broyage à usage intensif, nous visons souvent un niveau d'efficacité supérieur à celui d'un moteur à courant alternatif. Dureté Brinell d'environ 95-110 HB à la surface de la barre.
- Pour les petits moteurs industriels à usage modéré, la fourchette typique est la suivante 80-95 HB.
Trop souples, les barres fluent et s'étalent sous l'effet de la chaleur et de la charge.
S'ils sont trop durs, les brosses en font les frais.
Si la dureté ne figure pas sur le dessin, il faut s'attendre à des changements de comportement d'un lot à l'autre.
1.3 Géométrie et isolation
Les petits détails géométriques se révèlent plus tard comme des problèmes très visibles.
Les choses qui comptent :
- angles des coins des barres et épaisseur des segments
- dimensions et position du crochet / de l'élévateur
- forme de chanfrein sur les bords de la barre
- épaisseur de mica entre les barres et au niveau des anneaux en V
Pour les moteurs à courant continu de traction et d'industrie lourde, nous définissons généralement des minima pour :
- épaisseur du segment, pour conserver la résistance mécanique
- épaisseur du mica, La protection de l'environnement et de la santé publique, afin de préserver la marge d'isolation et la stabilité mécanique.
Si vous laissez la mention “selon la norme du fournisseur”, vous avez déjà renoncé à une partie de votre comportement à long terme.
1.4 Concept de base et construction du paquet
Les choix clés :
- acier et coquille
- type et qualité de mica
- système de résine
- méthode de moulage ou de banderolage
- comment le pack cuivre-mica est comprimé et cuit
Ceux-ci déterminent la façon dont la meute se déplace pendant des années de cycles thermiques, d'événements de survitesse et de pression des brosses.
1.5 Assaisonnement et test d'essorage
Deux blocs de processus qui décident si le collecteur s'installe dans l'usine ou sur le site de votre client:
- Assaisonnement statique / par compression
- compressions et cuissons multiples sur le pack bar-mica
- pression, température et durée adaptées à la taille et à la fonction
- Essai d'assaisonnement de l'essorage / essai de survitesse
- fonctionnement à une vitesse égale ou supérieure à la vitesse de fonctionnement
- souvent à température élevée
- le contrôle du faux-rond et du mouvement de la barre avant et après
Si ces étapes se résument à “nous faisons quelque chose dans le four” et “nous lui donnons un tour”, vous verrez des mouvements sur le terrain plutôt que dans le banc d'essai.
2. Comment les décisions relatives aux barres de commutation se traduisent par des échecs
Les échecs ne se produisent pas en disant “teneur en argent trop faible” ou “assaisonnement incomplet”.
Ils apparaissent comme motifs sur la surface.
Vous trouverez ci-dessous les schémas, ce qu'ils signifient généralement et où les barres interviennent.
Ajoutez des images ici lorsque vous publiez :
- des photos réelles ou des croquis clairs pour chaque type de défaillance
- les ingénieurs feront correspondre vos images au moteur sur leur banc d'essai
Marquage des barres de fente
- VisuelLe tableau suivant présente les résultats de l'évaluation de la qualité de l'eau : une barre sur deux (ou toutes les quelques barres) plus foncée et tachée à travers la piste de brossage.
- Causes du système comprennent généralement
- distribution inégale du courant
- problèmes de disposition des bobines
- zone de commutation trop étroite pour le droit
- Amplificateurs côté bar:
- pack bar instable qui change de profil
- le cuivre qui cicatrise rapidement en cas de surcharge locale
- profondeur de contre-dépouille irrégulière
Brûlage du bord de la barre
- VisuelLes notes sont des notes de passage brûlées, qui se répètent souvent à la hauteur du pôle.
- Causes du système:
- la bascule n'est pas au neutre électrique
- réglage incorrect de l'interpôle
- faible pression des ressorts ou qualité de brosse inadaptée
- Amplificateurs côté bar:
- chanfreins tranchants ou incohérents
- cuivre plus tendre se déformant sur les bords
- faible rondeur, de sorte qu'un petit groupe de barres supporte la majeure partie du travail
Friction du cuivre
- VisuelLe cuivre : le cuivre s'étale dans le sens de la rotation, parfois en comblant des lacunes.
- Causes du système:
- surchauffe locale
- l'étincelle et l'adoucissement à la surface
- contamination qui perturbe le film
- Amplificateurs côté bar:
- cuivre à faible résistance au ramollissement
- contre-dépouille peu profonde ou contaminée
- l'assaisonnement est insuffisant, de sorte que les barres se déforment davantage sous l'effet de la chaleur
Filetage
- Visuel: filets fins en forme de vis sur la circonférence de la trajectoire de la brosse.
- Causes du système:
- transfert de métal dans la brosse
- la surface de la brosse devient un outil de coupe et usine le collecteur
- Amplificateurs côté bar:
- surface du bar très souple
- marques d'usinage bruyantes laissées sur la piste
- comportement instable de la patine avec la qualité de brosse choisie
Marques de brûlure sur les articulations et les plombs
- Visuel: brûlure intense à proximité d'un ou d'un petit groupe de barres, s'amplifiant avec le temps.
- Causes du système:
- résistance élevée entre les fils de l'induit et les barres
- brasure ou soudure fissurée
- Amplificateurs côté bar:
- mauvaise géométrie de la tête et des élévateurs
- une fenêtre de joint ou une préparation incohérente
3. Schéma de défaillance → carte d'action (référence rapide)
Vous avez déjà vos propres diapositives de dépannage.
Il s'agit d'un tableau compact qui se concentre uniquement sur ce que le bar et emballage vous le disent.
| Motif de surface sur les barres | Ce que vous voyez | Problèmes de système probables (simplifiés) | Action bar / spec à envisager |
|---|---|---|---|
| Marquage des barres de fente | Barres alternées plus foncées ou tachées dans la trace de la brosse | Distribution inégale du courant, disposition de la bobine, zone de commutation étroite | Resserrer les limites de hauteur et de faux-rond d'une barre à l'autre. Confirmer que le matériau de la barre et le séchage peuvent tolérer une tension de réactance locale plus élevée sans cicatrisation. Améliorer la cohérence des contre-dépouilles. |
| Brûlage du bord de la barre | Bords de fuite brûlés, se répétant au pas du poteau | Balais non neutres, force interpolaire incorrecte, faible pression des ressorts | Définir la géométrie du chanfrein et l'état de surface. Fixer des limites de battement radial. Revoir la dureté de la barre et la teneur en argent si les arêtes se déforment rapidement. |
| Friction du cuivre | Le cuivre s'étale le long de la rotation, comblant certaines lacunes | Surchauffe, formation d'étincelles, contamination | Passer à un cuivre argenté ou à un cuivre plus résistant. Exiger des contre-dépouilles plus profondes et plus propres et un cycle de séchage défini. Inscrire le comportement en cas de surcharge dans les spécifications afin que le fournisseur sache ce que vous attendez de lui. |
| Filetage | Fins “filets” circonférentiels dans la zone des brosses | Capteur métallique dans les brosses qui coupent ensuite les barres | Renforcer les exigences en matière d'état de surface. Éviter les barres trop souples. Associer le matériau des barres à des qualités de brosses compatibles documentées. |
| Appartements locaux/extrémités | Zones plates ou brûlures importantes sur une partie de la piste | Surcharge des stands, points chauds locaux, expansion des bars qui ne se rétablit pas | Exiger un assaisonnement de l'essorage à une vitesse et à une température définies. Spécifier le mouvement maximal autorisé des barres avant et après l'essorage. |
| Brûlure locale au niveau des conducteurs/élévateurs | Brûlure dure près d'une ou de quelques barres | Joints à haute résistance, brasures ou soudures fissurées | Fixer la géométrie de la tête et de la colonne montante ainsi qu'une spécification de processus pour les joints. Ajouter des contrôles de routine de la résistance des joints autour du collecteur. |
C'est la partie qui se retrouve sur les murs de l'atelier : modèle, cause probable, et ce qu'il faut demander à l'avocat. fournisseur de collecteurs pour la prochaine fois.
4. Les tolérances qui font vraiment bouger l'aiguille
La culture de la tolérance se décline sous deux formes :
- “Si l'indicateur ne bouge pas beaucoup, tout va bien.”
- “Nous établissons le profil de chaque collecteur avant et après la mise en service et nous conservons les tracés.”
Le deuxième groupe comporte moins de surprises.
Pour les moteurs industriels et les moteurs à courant continu de type traction, nous nous intéressons généralement à.. :
- Frottement radial (TIR) sur la piste des brosses
- Variation de la hauteur d'une barre à l'autre
- Profondeur et largeur de la fente après le contre-dépouillement
- Mouvement de la barre pendant l'assaisonnement et l'essai d'essorage
Exemples de fourchettes d'objectifs que nous utilisons souvent (il ne s'agit pas de fourchettes uniques) :
- Pour les entreprises de taille moyenne collecteurs industriels, le faux-rond total indiqué sur la piste de brossage s'est maintenu autour de 0,02-0,05 mm (0,0008-0,002 in).
- La variation de la hauteur d'une barre à l'autre est maintenue à un niveau bas dans le 0,005-0,01 mm gamme.
- Profondeur du contre-dépouillement dans le 0,5-1,2 mm en fonction de la taille des barres et de la qualité des brosses.
- Mouvement absolu de la barre après l'assaisonnement et l'essorage typiquement limité à ≤0.01-0.02 mm.
Les valeurs exactes dépendent de
- diamètre
- vitesse maximale
- obligation mécanique
- la disposition des blocs de brosses et la qualité des brosses
L'idée est simple : si le faux-rond, la hauteur entre les barres, la profondeur de la fente et le mouvement des barres ne figurent pas sur le dessin ni dans le plan de test, ils sont à risque.
5. Transformer cette barre en une barre de collecteur utilisable spec
Voici comment nous structurons habituellement les exigences en matière de barres et d'emballages pour les applications sérieuses en courant continu.
5.1 Alliage de cuivre
Prendre une décision claire :
- cuivre ETP à haute conductivité ou
- cuivre argentifère à teneur définie en argent
Verrouiller :
- gamme de teneur en argent
- les niveaux d'impureté maximaux pertinents pour votre mission
Faites référence aux normes connues lorsque cela s'avère utile, mais gardez l'intention de performance en langage clair sur le dessin.
5.2 Propriétés mécaniques
Précisez :
- plage de dureté à la surface de la barre (par exemple, 95-110 HB pour les travaux lourds)
- état de livraison :
- étiré à froid jusqu'au profil final
- toute opération de détente autorisée

5.3 Géométrie et isolation
Sur le dessin, inclure :
- épaisseur minimale du segment
- épaisseur minimale de mica entre les barres et au niveau des anneaux en V
- profilé en coin avec dimensions primitives
- détails des crochets et des contremarches
- forme et taille du chanfrein
- profondeur de contre-dépouille et tolérance
C'est là que se croisent le comportement de commutation, la robustesse mécanique et la marge d'isolation.
5.4 Processus de fabrication des emballages
Définir au moins :
- si les barres doivent être extrudées et étirées à froid (au lieu d'être usinées à partir de tôles pour les travaux lourds)
- type de noyau (acier / coquille)
- type de mica et système de résine
- méthode de moulage et de durcissement
Le taux de rebut et la consommation de cuivre peuvent être optimisés ultérieurement. La stabilité et la répétabilité sont prioritaires.
5.5 Assaisonnement et test d'essorage
Pour les moteurs de traction et les moteurs industriels, nous demandons généralement :
- un cycle d'assaisonnement écrit :
- nombre de compressions
- températures de cuisson et temps de séjour
- un test d'essorage :
- vitesse (en pourcentage par rapport à la vitesse nominale)
- durée
- les critères d'acceptation pour :
- augmentation du faux-rond
- mouvement du bar
- les éventuels défauts de surface
Elles peuvent figurer sur le dessin ou dans une spécification contrôlée référencée par le dessin.
5.6 Essais électriques
Au minimum :
- essai d'isolation entre barres à une tension définie
- essai d'isolation entre le sol et la terre
- tests de surtension / d'impulsion pour les systèmes difficiles ou à forte commutation, le cas échéant
6. Liste de contrôle des fournisseurs - avec nos propres normes intégrées
Cette section est utilisée directement lors des audits et des évaluations des fournisseurs.
Chaque point est composé de deux parties :
- Que demander à un fournisseur ?
- Notre norme (comment nous le gérons dans la pratique)
Q1. Comment contrôlez-vous la composition chimique du cuivre pour les barres de collecteur ?
Que demander à un fournisseur ?
- “Quelles qualités de cuivre utilisez-vous pour les barres de collecteur ?”
- “Comment vérifiez-vous la composition de chaque lot ?”
- “Quelle est votre fourchette habituelle de teneur en argent pour les collecteurs à usage intensif ?”
Notre norme
- Nous utilisons des teneurs en cuivre définies à haute conductivité ou contenant de l'argent, liées à des normes internationales.
- Chaque lot est accompagné d'un certificat d'usine indiquant la pureté du cuivre, la teneur en argent et les principaux oligo-éléments.
- L'identification du lot et la chimie sont traçables au numéro de série de chaque collecteur.
Q2. Quelle est la plage de dureté que vous offrez à la surface de la barre ?
Que demander à un fournisseur ?
- “Quelle est la plage de dureté typique de la piste de brossage ?”
- “Vérifiez-vous la dureté sur chaque lot ou seulement lors de la qualification initiale ?”
Notre norme
- Nous définissons des fenêtres de dureté en fonction de la puissance du moteur et du système de brosses.
- Les contrôles de dureté font partie du contrôle de qualité de routine, et pas seulement des essais de type.
- Toute dureté hors norme déclenche une enquête et une mise à l'écart.
Q3. À quoi ressemble votre processus d'assaisonnement, étape par étape ?
Que demander à un fournisseur ?
- “Combien de cycles de compression/cuisson utilisez-vous ?”
- “Quelles sont les températures et les durées de séjour ?”
- “Comment confirmez-vous que la meute s'est stabilisée ?”
Notre norme
- Nous effectuons des cycles de compression et des cycles thermiques définis en fonction de la taille et de l'application.
- La température, la durée et la pression sont enregistrées pour chaque lot.
- La stabilisation est confirmée par des contrôles du faux-rond et du mouvement de la barre avant et après l'assaisonnement.
Q4. Testez-vous chaque collecteur de cette taille ? À quelle vitesse et à quelle température ?
Que demander à un fournisseur ?
- “Quel pourcentage au-dessus de la vitesse nominale utilisez-vous pour les tests de survitesse ?”
- “Effectuez-vous des tests de rotation à chaud ou seulement à température ambiante ?”
- “Quel est votre critère de rebut après l'essorage ?”
Notre norme
- Au-delà d'un diamètre défini, chaque collecteur est testé en rotation.
- La vitesse d'essai est supérieure à la vitesse nominale avec une marge de sécurité.
- Pour les moteurs critiques, nous effectuons des essais de rotation à chaud à une température élevée.
- Nous fixons des limites claires pour les déchets :
- augmentation du faux-rond
- mouvement du bar
- dommages visibles
Q5. Comment mesurez-vous le faux-rond et le mouvement des barres ?
Que demander à un fournisseur ?
- “Quels instruments utilisez-vous pour mesurer la hauteur de barre à barre et le faux-rond ?”
- “Quelle est la densité d'échantillonnage sur la circonférence ?”
- “Conservez-vous des archives au fil du temps ?”
Notre norme
- Nous utilisons des sondes à cadran ou électroniques et, pour les plus grandes unités, des capteurs sans contact sur la piste des brosses.
- Les mesures sont prises à plusieurs endroits dans l'axe.
- Les données sont stockées avec les numéros de série des collecteurs pour la traçabilité et les tendances.
Q6. Comment réagissez-vous aux cas de terrain présentant des traînées de cuivre, des filets ou des brûlures répétées sur les arêtes des barres ?
Que demander à un fournisseur ?
- “Lorsqu'une unité présente des défaillances en surface, quel est votre processus de recherche des causes ?”
- “Ajustez-vous le matériel ou le processus en fonction de ces cas ?”
Notre norme
- Nous demandons des photos et des données de fonctionnement de base et nous inspectons les unités renvoyées lorsque cela est possible.
- Nous analysons :
- matériau et dureté de la barre
- condition de contre-dépouille
- faux-rond et profil de la barre
- Si la cause première est liée au matériau de la barre ou à la fabrication, nous adaptons notre processus et mettons à jour les spécifications du client si nécessaire.
Q7. Pouvez-vous nous communiquer l'historique des performances de moteurs similaires au nôtre ?
Que demander à un fournisseur ?
- “Disposez-vous de données de terrain à long terme pour cette tâche ?”
- “Une réduction documentée de certains modes de défaillance après des modifications de la conception ?”
Notre norme
- Nous tenons à jour des notes d'application et des statistiques de défaillance par type de moteur et par fonction.
- Lorsque la NDA le permet, nous partageons des cas anonymes montrant quelles décisions en matière de spécifications ont permis de réduire les taux d'échec.

7. FAQ : Barres de commutation, matériaux et spécifications
Q1. Ai-je toujours besoin de cuivre argenté pour les barres de collecteur ?
Non.
Pour les moteurs à faible contrainte et à basse température, le cuivre à haute conductivité est généralement suffisant et rentable.
Nous recommandons généralement le cuivre argentifère dans les cas suivants :
1. la densité de courant est élevée,
2. les surcharges sont fréquentes, ou
3. les températures ambiantes et internes sont proches des limites.
Dans ces conditions, le cuivre argenté conserve mieux sa dureté et sa forme au fil du temps, ce qui réduit les défaillances liées à l'adoucissement, telles que le frottement du cuivre et le mouvement excessif des barres.
Q2. Quelles doivent être les tolérances des barres de collecteur ?
Il n'y a pas de chiffre universel, mais pour les moteurs industriels et de traction à courant continu, nos objectifs communs se situent à peu près dans cette zone :
1. le battement d'une barre à l'autre sur la piste de brossage autour 0,02-0,05 mm (0,0008-0,002 in),
2. variation de la hauteur d'une barre à l'autre d'environ 0,005-0,01 mm,
3. profondeur de contre-dépouille typiquement 0,5-1,2 mm,
4. le mouvement des barres après l'assaisonnement et l'essorage pas plus que 0,01-0,02 mm.
Nous les réglons en fonction du diamètre, de la vitesse, de la puissance et de la disposition des brosses.
Q3. Pourquoi le marquage des barres de fente revient-il toujours, même après un retour en arrière ?
Si le marquage des barres de fente réapparaît sans cesse, il est rare que la cause profonde se trouve uniquement dans le cuivre.
Les contributeurs sont généralement les suivants :
1. disposition des bobines et distribution du courant
2. zone de commutation trop étroite pour le chargement
3. la qualité des brosses et la pression des ressorts ne correspondent pas à l'utilisation prévue
Du côté du collecteur, la géométrie instable des barres, le ramollissement du cuivre et les contre-dépouilles inégales font apparaître le motif plus tôt et de manière plus agressive.
Nous traitons le marquage persistant des barres de fente comme une système et examiner à la fois l'enroulement et la combinaison barre/brosse.
Q4. Un meilleur matériel de barre peut-il résoudre tous mes problèmes de commutation ?
Non.
Un cuivre amélioré et un assaisonnement bien contrôlé permettent d'augmenter la marge, mais ne la remplacent pas :
1. réglage correct de la brosse,
2. l'ajustement adéquat de l'interpôle,
3. un chargement réaliste,
4. une qualité de brosse et une pression adaptées.
Les améliorations matérielles sont utiles lorsque l'on se rapproche des limites de ce que le cuivre standard peut supporter. Elles ne constituent pas une solution aux erreurs de configuration de base.
Q5. Que dois-je inclure dans le dessin lorsque je change de fournisseur de collecteurs ?
Au minimum, nous conseillons :
1. la définition de la teneur en cuivre et de la fourchette de la teneur en argent, le cas échéant
2. la plage de dureté requise à la surface de la barre
3. épaisseur du segment et du mica avec des minima
4. le profil en coin, les crochets, les contremarches, les chanfreins et les détails des contre-dépouilles
5. Limites de tolérance du battement radial et du battement de barre à barre avec méthode d'essai
6. les conditions de rodage et d'essorage avec les critères d'acceptation
7. essais électriques de base et valeurs cibles
8. les exigences en matière de traçabilité et la documentation à fournir avec chaque lot
Ainsi, les différents fournisseurs soumissionnent en fonction d'un même objectif technique, au lieu d'avoir trois visions différentes d'un “collecteur de haute qualité”.
8. Prêt à résoudre vos problèmes de collecteur ?
Ne laissez pas les spécifications des barres rester à l'état de suppositions.
Voici comment vous pouvez passer à l'action :
- Télécharger une liste de contrôle pour l'audit des fournisseurs (PDF)
Utilisez une liste de questions prête à l'emploi, tirée de la section 6, ainsi que des exemples de critères d'acceptation. Apportez-la lors de votre prochaine réunion avec les fournisseurs et voyez qui peut répondre avec des données. - Demande d'évaluation gratuite de l'échec
Préparez une photo claire de la surface de votre collecteur (marquage de la barre de fente, traînée de cuivre, filetage ou brûlage du bord de la barre), ajoutez les informations de base sur le moteur et le service, et envoyez-la par le biais de votre canal de contact préféré.
Votre équipe (ou la nôtre) peut alors donner un bref avis écrit sur les causes probables et sur l'opportunité d'un changement de barre ou de spécification.