La technologie d'impression 3D peut-elle améliorer la fabrication des collecteurs ?
L'impression 3D peut améliorer commutateur fabrication. Mais ce n'est pas là que l'on cherche d'abord à gagner de l'argent.
Il ne résout pas vraiment la question de la surface finie de contact avec le pinceau en une seule étape. Pas encore, du moins pas d'une manière que la plupart des équipes de production jugeraient acceptable pour une utilisation à grande échelle. Ce qu'elle améliore, c'est la chaîne autour de cette surface : l'outillage, les montages, les corps de prototypes, les variantes à faible volume, les préformes en cuivre presque nettes, et certains scénarios de réparation ou de pièces anciennes où l'attente d'un outillage dur a de moins en moins de sens.
Cette distinction est importante. Un collecteur n'est pas simplement une forme en cuivre. Il s'agit d'un système de contact électrique coulissant. La question de la fabrication n'est donc jamais seulement “Peut-on l'imprimer ?”. La vraie question est plus difficile : Peut-il être imprimé, fini, assemblé et survivre à la pression de contact, à la charge de courant, à la chaleur, aux vibrations et à l'usure des brosses sans créer de nouveau problème en amont.
Table des matières
Pourquoi la fabrication de commutateurs est plus difficile qu'il n'y paraît
Un collecteur a une forme simple. Le processus qui le sous-tend n'est pas simple.
Chaque segment de cuivre doit être isolé électriquement. La géométrie doit rester stable en rotation. La piste de contact doit être régulière. L'isolant ne doit pas dépasser de la surface du cuivre. Les bavures sont importantes. L'état des bords est important. La propreté de la rainure est importante. Une petite erreur sur le banc peut se traduire par une usure importante des brosses, un transfert de courant instable, du bruit ou des étincelles visibles lorsque la pièce est soumise à une charge.
C'est pourquoi la fabrication conventionnelle des collecteurs est restée obstinée. Il ne s'agit pas seulement d'un processus de mise en forme. Il s'agit d'un processus de mise en forme et de contrôle des contacts.
C'est également la raison pour laquelle de nombreuses affirmations du type “l'impression 3D va remplacer l'usinage” s'effondrent ici. Elles se concentrent sur la géométrie et ignorent l'interface de contact.
La réponse courte : Oui, mais surtout par le biais de la fabrication hybride
Pour la plupart des applications réelles, la meilleure réponse est fabrication hybride.
Cela signifie que l'impression 3D prend en charge les parties du processus où la flexibilité est précieuse et où le contact avec la surface est moins critique. L'usinage conventionnel, le meulage, la finition des rainures et l'inspection prennent ensuite le relais lorsque la précision du contact électrique devient non négociable.
En termes clairs :
- Imprimer le travail de soutien
- Imprimer la géométrie du prototype
- Imprimer du cuivre presque net là où le gaspillage ou la complexité font mal
- Ne pas supposer que la piste de contact imprimée est prête pour les brosses.
- Finir et valider la surface finale comme un vrai commutateur, car c'en est un.
C'est le cadre utile. Une fois que ce cadre est clair, la technologie devient plus facile à juger.
L'impression 3D au service de la production de commutateurs
1. Outillage, gabarits et montages
C'est le point d'entrée le moins risqué et, dans de nombreux magasins, le plus rentable.
L'assemblage et la finition des collecteurs dépendent souvent d'aides personnalisées au maintien, à l'alignement, à l'ébarbage, au positionnement et à l'inspection. Ces pièces sont généralement de faible volume, de géométrie spécifique et difficiles à externaliser dans l'urgence. C'est exactement là que l'impression 3D trouve sa place. Une fixation imprimée peut réduire les frictions d'installation, raccourcir les cycles d'essai et permettre à l'équipe de réviser un outil de soutien sans rouvrir un projet d'outillage complet.
Pour une production standard, cela peut sembler peu. Ce n'est pas le cas lorsque la file d'attente est longue.
2. Prototype de corps d'isolateur et pièces de validation de la conception
Au cours du développement, l'erreur la plus coûteuse n'est souvent pas celle du cuivre. Elle consiste à s'engager trop tôt.
Un corps imprimé ou un composant structurel sans contact peut aider à vérifier les jeux, l'acheminement des fils de la bobine, la séquence d'assemblage, l'ajustement mécanique, l'enveloppe d'équilibre et l'accès au service avant que la voie de production finale ne soit verrouillée. L'impression 3D est donc utile même si la pièce imprimée ne devient jamais la pièce de production.
C'est l'une des utilisations les plus pratiques du travail sur les collecteurs. Elle permet d'éviter de prendre la mauvaise décision en matière d'outillage.
3. Préformes en cuivre presque nettes pour les pièces personnalisées ou de faible volume
C'est ici que la discussion devient plus technique.
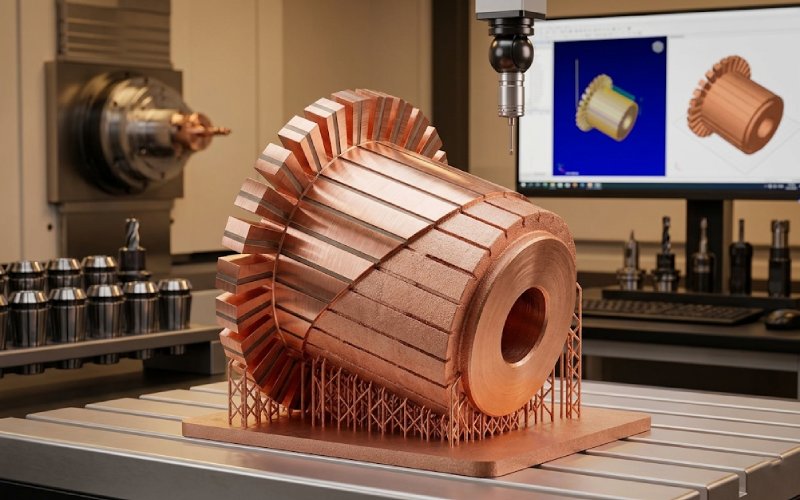
La fabrication additive moderne de cuivre, en particulier les procédés de métal en lit de poudre, a suffisamment progressé pour que les pièces en cuivre denses et hautement conductrices ne soient plus théoriques. Dans des conditions optimisées, le cuivre pur imprimé a été rapporté à environ 98,9% densité relative et jusqu'à 100% Conductivité IACS. Des travaux antérieurs ont également montré que le cuivre pur imprimé autour de 94 ± 1% IACS. Ces chiffres sont suffisamment sérieux pour avoir de l'importance. Ils éloignent le débat de la question “le cuivre imprimé est-il conducteur ?” et l'orientent vers la question plus difficile du comportement de la surface et de la stabilité du processus.
Pour les collecteurs, cela signifie qu'une préforme de cuivre imprimée peut être utile dans les cas de faible volume ou de géométrie sensible. Non pas parce qu'elle laisse la machine prête à fonctionner, mais parce qu'elle permet d'obtenir une masse conductrice proche de la forme finale avec moins de déchets et plus de liberté de conception que certaines méthodes soustractives.
C'est alors que le vrai travail commence. Le tournage. Meulage. Nettoyage des rainures. Contrôle de la concentricité. Conditionnement de la surface. Contrôle.
4. Remplacements hérités du passé et pièces de rechange à rotation lente
Il existe une catégorie étroite mais importante où l'impression 3D est plus judicieuse qu'il n'y paraît à première vue : les pièces anciennes, les variantes spéciales, les remplacements de service et la demande qui se manifeste par à-coups plutôt que par des prévisions précises.
Dans ces cas, l'argument porte moins sur le coût unitaire que sur la nécessité d'éviter l'utilisation d'un outillage dur, de réduire l'exposition aux stocks et de maîtriser les délais de livraison. Les modèles de production hybrides sont souvent étudiés pour cette raison précise : les étapes de fabrication additive peuvent rendre plus viables les pièces de rechange de faible volume et les pièces personnalisées, tandis que la finition conventionnelle protège toujours la fonction finale.
Ce n'est pas une victoire universelle. Il s'agit d'une victoire situationnelle. Mais elle n'en est pas moins réelle.
Les problèmes de l'impression 3D
Qualité finale de la piste de brossage
Voici le mur.
La surface de contact des brosses doit répondre à une fenêtre d'utilisation étroite. Trop rugueuse, l'usure augmente. Trop lisse, le comportement du film peut devenir instable. Une isolation élevée entre les segments crée des problèmes. La géométrie de la surface doit rester contrôlée sur l'ensemble de la piste, et pas seulement sur un point mesuré. Les directives techniques relatives à l'entretien des collecteurs et des bagues collectrices traitent depuis longtemps la rugosité, l'état du mica, l'assise et les contrôles de surface comme des variables de fiabilité essentielles, et non comme des détails de nettoyage.
Maintenant, mettez cela à côté de l'additif cuivre. Même lorsque la conductivité est excellente, l'état de surface tel qu'il a été construit n'est souvent pas prêt pour un contact glissant. Une étude récente sur les lits de poudre de cuivre a rapporté Ra autour de 8,27 µm dans l'état de construction avant le polissage. D'autres travaux montrent que l'état de surface peut varier fortement en fonction de l'orientation et de la configuration du processus. En d'autres termes, le cuivre imprimé peut être électriquement prometteur tout en étant tribologiquement mauvais pour le contact avec les brosses.
Cette lacune est la question centrale de la fabrication.
Les polymères conducteurs imprimés ne sont pas encore un substitut direct
Ce point doit être clairement énoncé.
Si l'on envisage d'utiliser l'impression de filaments à faible coût pour fabriquer un collecteur de série, l'écart de conductivité est encore trop important. Des travaux publiés ont montré que les filaments d'impression 3D à base de thermoplastiques hautement conducteurs peuvent être utilisés pour fabriquer des collecteurs. 3 750 fois moins conducteur que le cuivre avant la métallisation. Ils sont donc utiles pour les maquettes, certains montages expérimentaux et certains concepts plaqués. Cela n'en fait pas un matériau de remplacement pour le chemin de contact final d'un collecteur de production.
Alors oui, il y a des choses à imprimer. La piste de brossage finale n'en fait généralement pas partie, du moins pas sans un travail substantiel en aval.
Comparaison des processus : Ce qui doit être imprimé et ce qui ne doit pas l'être
| Tâche de fabrication | L'impression 3D en forme | Meilleur cas d'utilisation | Principal avantage | Principale limitation |
|---|---|---|---|---|
| Dispositifs d'assemblage et jauges | Très élevé | Changements fréquents, assemblage de prototypes, aide à l'inspection | Révision rapide, délai d'outillage réduit | La durée d'usure de l'appareil doit encore être vérifiée |
| Prototype de corps d'isolateur ou de forme de support | Élevé | Contrôles d'ajustement, validation du routage, itération de la conception | Une boucle de développement plus rapide | Le matériau peut ne pas correspondre au comportement thermique ou diélectrique final |
| Préformes de cuivre proches du filet | Moyen | Pièces personnalisées à faible volume, pièces de rechange obsolètes, géométrie inhabituelle | Moins de déchets, plus de liberté de forme, moins de dépendance à l'égard de l'outillage spécialisé | L'usinage final et la finition des surfaces sont encore nécessaires |
| Piste de brossage finale complète directement de l'imprimante | Faible | Travaux expérimentaux uniquement | La géométrie peut être formée | La surface, le faux-rond, les bavures, l'état de l'isolation et le comportement à l'usure restent des facteurs limitants. |
| Collecteur imprimé en polymère conducteur pour la production | Très faible | Modèles conceptuels ou essais sur plaque | Rapidité et faible coût d'installation | La conductivité et la durabilité sont bien inférieures aux besoins de la production à base de cuivre. |
Coût, délai d'exécution et volume : La table de décision La plupart des articles Sauter
Un oui technique ne signifie pas toujours un oui de fabrication.
Pour les travaux sur les collecteurs, l'impression 3D devient plus intéressante lorsque le volume de pièces est faible, que les changements de géométrie sont fréquents, que le coût de l'outillage est difficile à récupérer ou que la demande de pièces de rechange est incertaine. Elle devient moins intéressante lorsque le volume augmente et que la conception se stabilise. Pour les pièces standard à fort volume, les méthodes conventionnelles ont toujours tendance à l'emporter en termes de débit, de répétabilité et d'économie par pièce. Pour les pièces à faible volume ou à rotation lente, les étapes additives peuvent réduire la charge d'outillage et raccourcir les délais d'approvisionnement, même si la pièce imprimée doit encore être usinée ultérieurement.
| Scénario | L'intérêt économique de l'impression 3D | Les raisons de son succès ou de son échec |
|---|---|---|
| R&D précoce et validation de la conception | Fort | Les changements de conception sont fréquents, et le fait d'éviter l'outillage dur est plus important que le prix de la pièce. |
| Collecteurs personnalisés à faible volume | Bon | L'outillage dédié est difficile à amortir ; la géométrie quasi-nette et les montages imprimés réduisent les délais. |
| Pièces de rechange Legacy | Bon à très bon | La demande est sporadique, les stocks sont coûteux et le délai d'exécution est souvent plus important que le coût du cycle idéal. |
| Produits stables à volume moyen | Conditionnel | L'utilisation hybride peut encore être utile pour l'outillage et les montages, mais pas toujours pour la pièce conductrice finie. |
| Collecteurs standard à grand volume | Faible | La production conventionnelle l'emporte généralement sur le débit, la régularité et l'étalement des coûts. |
Une façon plus simple de le dire :
C'est lorsque l'incertitude est coûteuse que l'impression 3D est la plus forte.
Il pourrait s'agir d'une demande incertaine. Une géométrie incertaine. d'une durée de vie incertaine. Ou simplement d'un calendrier incertain.
La meilleure voie pratique aujourd'hui : Un flux de travail hybride pour le commutateur
Si l'objectif est d'obtenir un processus utilisable plutôt qu'une démonstration en laboratoire, l'itinéraire se présente généralement comme suit :
Étape 1 : Imprimer d'abord les pièces à faible risque
Commencez par les montages, les nids, les aides à l'inspection, les guides de routage et les corps de prototypes. Ces éléments apportent rapidement une valeur ajoutée au processus et ne demandent pas à l'imprimeur de résoudre le problème de contact électrique le plus difficile dès le premier jour.
Étape 2 : Ne recourir à l'impression métallique que lorsque des contraintes de géométrie ou d'approvisionnement le justifient
Si une préforme en cuivre est imprimée, laissez le matériau et la stratégie de tolérance pour la finition en aval. Supposons que la zone de contact nécessite un usinage contrôlé. Les fentes doivent être nettoyées. Supposez que la piste finale devra être inspectée au-delà des simples contrôles dimensionnels.
Étape 3 : Usiner l'interface de contact comme s'il s'agissait du produit, car c'est le cas
Le collecteur peut présenter de nombreuses caractéristiques, mais le balai voit d'abord une chose : la surface de roulement.
Le processus de finition doit donc être contrôlé :
- rugosité de la surface
- faux-rond et concentricité
- condition du bord du segment
- élimination des bavures
- le renfoncement de l'isolant ou la condition de contre-dépouille, le cas échéant
- propreté avant la mise en place et l'essai
C'est à ce stade qu'une pièce imprimée devient un véritable composant ou reste un prototype.

Étape 4 : Valider dans des conditions d'exploitation, et pas seulement avec des mesures statiques
Les collecteurs se brisent en mouvement. Sous l'effet du courant. Sous l'effet de la chaleur. Parfois seulement après qu'un déplacement suffisant de la brosse a exposé la zone faible.
La validation ne doit donc pas se limiter à la conductivité et aux dimensions. Elle doit porter sur le modèle d'usure, la stabilité du contact, l'augmentation de la température, la tendance à la formation d'étincelles visibles et la modification de la surface après rodage. Les systèmes de contacts électriques glissants sont sensibles à la tribologie et au courant en même temps ; une belle surface avant les essais n'est pas la même chose qu'une surface stable après les essais.
Quand l'impression 3D n'est pas le bon choix pour la fabrication de commutateurs
Il vaut la peine de le dire clairement, car de nombreux articles l'évitent.
L'impression 3D n'est pas le bon choix lorsque :
- la pièce est déjà standardisée et en grande quantité
- la géométrie est simple
- l'exigence de qualité de la piste de brossage est stricte et l'étape d'impression n'apporte pas d'économies réelles
- le processus nécessiterait presque la même quantité d'usinage par la suite
- L'acheteur espère que l'impression supprimera les opérations de finition, d'inspection et de validation tribologique.
Si c'est le cas, l'imprimante peut encore aider pour l'outillage. Il se peut qu'elle ne soit d'aucune utilité pour le collecteur lui-même.
Cela reste utile. Son champ d'application est simplement plus restreint.
Une meilleure façon de poser la question initiale
Au lieu de demander :
L'impression 3D permet-elle de fabriquer un collecteur ?
Une question plus utile se pose :
Quelles sont les parties de la fabrication des collecteurs qui bénéficient des méthodes additives, et où la finition conventionnelle domine-t-elle encore ?
Une fois la question formulée de cette manière, la plupart des confusions disparaissent.
La réponse est simple :
- Les méthodes additives sont efficaces pour la flexibilité, l'adaptation à de faibles volumes, la géométrie complexe du support et les préformes proches des filets.
- La finition conventionnelle domine toujours l'interface finale de contact glissant.
- La stratégie gagnante, pour l'instant, est la stratégie hybride.
FAQ
L'impression 3D est-elle adaptée aux segments de collecteurs de qualité industrielle ?
Parfois pour la préforme, rarement pour la surface finale prête à être brossée en une seule étape. L'utilisation à des fins de production implique généralement l'impression de la masse conductrice proche de la forme, puis la finition de la surface de roulement à l'aide de procédés de précision conventionnels.
Quel est le procédé d'impression 3D le plus pertinent pour le développement d'un collecteur ?
Pour les pièces de support non conductrices, l'impression à base de polymère est souvent suffisante. Pour le développement de cuivre conducteur, les procédés métalliques sur lit de poudre sont la voie la plus pertinente car ils permettent de produire du cuivre dense avec des performances électriques bien plus élevées que l'impression de polymères conducteurs.
Un collecteur en cuivre imprimé peut-il atteindre une conductivité acceptable ?
Oui, l'aspect matériel s'est beaucoup amélioré. Le cuivre pur imprimé de manière dense peut atteindre une conductivité proche des normes du cuivre recuit et, dans certains cas optimisés, les égaler. Mais la conductivité seule ne suffit pas. La finition de la surface, le contrôle de la porosité et la stabilité de la piste de brossage déterminent toujours si la pièce est utilisable.
L'impression 3D permet-elle de réduire le coût de fabrication des collecteurs ?
Dans certains cas, oui. Principalement lorsque les volumes sont faibles, que les changements de géométrie sont fréquents ou que le coût de l'outillage dominerait autrement. Dans le cas d'une production stable de gros volumes, les aspects économiques reviennent souvent aux méthodes conventionnelles.
L'impression 3D peut-elle réduire les délais de fabrication des collecteurs personnalisés ?
Généralement oui, en particulier pour les pièces de développement, les montages, les corps de prototypes et les remplacements de faibles volumes. Le gain de temps provient souvent de l'absence d'outillage dédié et de l'impression à la demande, et non de l'élimination de la finition.
Quel est le plus grand obstacle technique aujourd'hui ?
La surface de contact finale. Un collecteur peut tolérer moins d'incertitudes que beaucoup d'autres pièces en cuivre. C'est sur cette surface que repose une grande partie du risque de fabrication.
Réponse finale
L'impression 3D peut améliorer la fabrication des collecteurs. Elle le fait déjà, aux bons endroits.
Aujourd'hui, sa plus grande valeur ne réside pas dans l'impression d'un collecteur fini et son envoi direct à l'assemblage. La valeur réelle est plus fondamentale que cela : un outillage plus rapide, une itération plus rapide, une flexibilité pour les faibles volumes, une géométrie du cuivre proche du réseau, et un meilleur soutien pour les pièces de rechange ou la fabrication sur mesure.
Pour la piste finale de contact avec le pinceau, les anciennes règles s'appliquent toujours. Qualité de la surface. Le faux-rond. État des segments. Contrôle de l'isolation. Essai sous charge.
La meilleure réponse n'est donc pas “tout imprimer”.”
C'est plus simple.
Imprimez ce qui bénéficie de la flexibilité.
Machine ce qui demande de la certitude.
Traiter la surface de contact comme le produit.