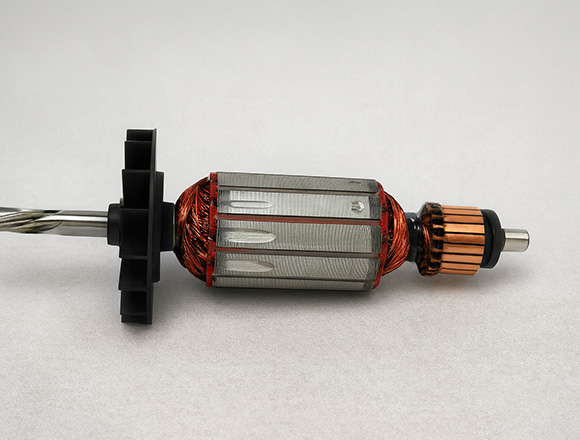
Commutateurs de meuleuses d'angle pour moteurs universels à grande vitesse
Conçu pour les plates-formes de meulage à plus de 11 000 tours/minute. Conçu pour contrôler les étincelles, la chaleur et l'usure due à la poussière.
Nous fabriquons des collecteurs de meuleuse d'angle pour les moteurs universels compacts utilisés dans les outils électriques portatifs, où la poussière abrasive, la vitesse élevée de la surface et les cycles fréquents de démarrage et d'arrêt sanctionnent une géométrie faible et des matériaux incohérents.
Normes de fabrication XDC pour les programmes de broyage
- Faux-rond de la piste de brossage : ≤ 0,02 mm
- Finition de la surface (Ra) : 0,5-1,0 μm
- Certifié ISO 9001
Pourquoi les collecteurs de meuleuses tombent en panne (et ce que nous contrôlons)
Aux vitesses de broyage, les problèmes de commutation apparaissent rapidement :
- Rebond de la brosse → fortes étincelles, brûlures sur le bord de la barre
- Concentration de chaleur → piqûres, maculage du cuivre, contraintes d'isolation
- Intrusion de poussières → usure abrasive accélérée, film de contact instable
- Bruit électrique → instabilité des performances et plaintes
Nous corrigeons les causes de l'échec à la source en contrôlant les paramètres qui déterminent directement la qualité de la commutation : faux-rond, état des arêtes de la barre, contre-dépouille en mica, finition de la surface et cohérence entre les segments.
Ce que nous fournissons
Nous produisons des collecteurs pour meuleuses d'angle dans les configurations utilisées par les moteurs universels des outils électriques : Type de crochet et type de fente les terminaisons ; 18-36 bar pour les enroulements de la classe des broyeurs ; Cuivre et des systèmes d'isolation choisis pour la chaleur et la poussière ; Usinage et finition de précision pour une mise en place rapide des brosses et une formation stable du film de carbone.

23mm OD 24-Bar Hook Commutator
Conçue pour les meuleuses d'angle compactes de 100 mm/115 mm. Sa structure renforcée lui permet de résister à des vitesses de rotation de plus de 12 000 tours/minute et à des cycles de démarrage et d'arrêt fréquents.
Dimensions : OD 23.0 x ID 8.0 x H 18.5 mm
Segments : 24 barres (type crochet)
Matériau : AgCu 0,03% / OFC
Application : Moteurs universels à grande vitesse et outils électriques

Commutateur robuste à 32 barres de 37 mm de diamètre extérieur
Une conception à grand nombre de segments conçue pour les meuleuses d'angle et les tronçonneuses de 230 mm. La configuration à 32 barres assure une commutation en douceur sous des charges de couple élevées.
Dimensions : OD 37.0 x ID 12.7 x H 28.0 mm
Segments : 32 barres (structure renforcée)
Isolation : Classe H (180°C) Composé de moulage
Application : 2000W+ Meuleuses et coupeuses à usage intensif

Commutateur de moteur universel à 24 barres de 29 mm de diamètre extérieur
La taille standard de l'industrie pour les outils électriques de classe moyenne. La profondeur optimisée de la contre-dépouille en mica (0,5 mm) empêche l'accumulation de poussière et les courts-circuits dans les environnements abrasifs.
Dimensions : OD 29.0 x ID 10.0 x H 22.0 mm
Segments : 24 Barres
Finition de la surface : Ra 0,6 μm (optimisé pour le positionnement des brosses)
Application : Meuleuses d'angle et ponceuses 125mm/150mm

Commutateur 28mm OD 24-Bar pour outils électriques
Moulé avec précision pour une stabilité à haut régime. Le contrôle strict du faux-rond d'une barre à l'autre (≤0,003 mm) réduit les étincelles et prolonge la durée de vie des balais de carbone dans les outils professionnels.
Dimensions : OD 28.0 x ID 12.0 x H 21.0 mm
Segments : 24 Barres
Le tirage au sort : Battement total indiqué (TIR) ≤ 0,02 mm
Application : Moteurs de meuleuses, perceuses et polisseuses professionnelles
Aperçu des capacités (gammes de programmes de broyage XDC)
Il s'agit de nos gammes standard pour les programmes de collecteurs de meuleuses d'angle. L'acceptation finale est définie par votre dessin et le plan d'inspection convenu.
Dimensions et structure
- Diamètre extérieur du commutateur : 15-40 mm
- Alésage / ID : 6-14 mm
- Hauteur totale : 12-22 mm
- Nombre de segments : 18-36 mesures
- Terminaison : Crochet / fente
Géométrie et normes de finition
- Faux-rond de la piste de brossage : ≤ 0,02 mm
- Cohérence de la hauteur et de l'espacement des segments : ± 0,02 mm
- Rugosité de la piste de la brosse (Ra) : 0,5-1,0 μm
- Profondeur de contre-dépouille du mica : 0,4-0,5 mm
Matériaux et systèmes d'isolation
Options en cuivre :
- OFC (cuivre sans oxygène)
- Cuivre argenté : AgCu 0,03% / 0,08% / 0,20%
Systèmes d'isolation :
- Structures à base de mica avec des systèmes de résine résistants à la chaleur, adaptées aux outils électriques
Contrôles techniques
1. Contrôle du faux-rond pour arrêter le rebond de la brosse
Nous usinons et vérifions les collecteurs de meuleuses avec un battement de balais de ≤ 0,02 mm. Cela réduit directement le rebond des balais à haut régime et stabilise la commutation sous charge.
2. Finition de surface optimisée pour une mise en place rapide et un film de carbone stable
Nous finissons la piste des brosses à Ra 0,5-1,0 μm. Cette fenêtre de rugosité empêche l'usure abrasive des brosses tout en permettant la formation rapide et stable d'un film de carbone, ce qui est essentiel pour une commutation propre et une réduction des étincelles.

3. Contre-dépouille en mica conçue pour un véritable travail de broyeur
Nous maintenons une profondeur de contre-dépouille de 0,4-0,5 mm et contrôlons la géométrie de la fente pour réduire le risque de pontage et les schémas d'usure inégaux dans les environnements poussiéreux.
4. Cohérence des segments pour une usure uniforme
Nous contrôlons l'état du bord de la barre et l'uniformité des segments afin de minimiser les échauffements localisés et les arcs électriques. Nos programmes de meulage visent une uniformité de segment de ± 0,02 mm là où c'est le plus important, à l'interface de la brosse.
Contrôle de la qualité à l'aide d'équipements désignés
Nous ne nous contentons pas de contrôles “visuels”. Nous vérifions les collecteurs de broyeurs à l'aide d'équipements de mesure et d'essai spécifiques.
Contrôle dimensionnel et géométrique
- MMT pour les dimensions critiques et les références géométriques
- Comparateur optique pour la géométrie des bords de barres et les caractéristiques de terminaison
- Stations de rodage dédiées à la vérification du rodage de la piste de brossage
Vérification de la surface
- Profilomètre de surface pour confirmer Ra 0,5-1,0 μm sur la piste des brosses.
- Usinage et finition contrôlés pour éviter les bavures, les copeaux et le maculage du cuivre
Vérification de l'électricité et de l'isolation
- Contrôle de la cohérence de la résistance d'une barre à l'autre
- Essai de Hipot (diélectrique) pour l'intégrité de l'isolation
Traçabilité
- Traçabilité des lots et registres d'inspection pour maintenir la cohérence des lots pour les programmes de masse
Conditions commerciales
- Réponse à l'appel d'offres : dans les 12 heures
- Délai d'échantillonnage : 35-45 jours
- Essai MOQ : 1 000 pièces
- Production de masse MOQ : 10 000 pièces
- Délai de production en série : ~20 jours ouvrables après l'approbation du dessin et la préparation de l'outillage (confirmée par la commande)
Confidentialité : Support NDA disponible. Les dessins et les spécifications sont traités de manière confidentielle.

Que faut-il envoyer pour obtenir le devis le plus rapide ?
- Dessin (PDF/DWG/STEP/IGS/X_T/SolidWorks) ou échantillon approuvé
- Notions de base sur les moteurs : tension, puissance, vitesse cible, rapport cyclique
- Détails du pinceau s'ils sont connus : qualité/matériau des brosses, système de ressorts
- Environnement : niveau de poussière, température
- Quantité : prototype + prévisions annuelles
Toute exigence particulière : NQA/plan d'inspection, marquage, emballage, essais
Contactez-nous
Prêt à discuter de votre prochain commutateur pour meuleuse d'angle projet ?
Contactez l'équipe commerciale et technique de XDC en indiquant :
- Veuillez nous envoyer les plans de vos produits.
- Veuillez nous indiquer la quantité dont vous avez besoin, les matériaux nécessaires
- Exigences particulières en matière d'emballage, de marquage ou d'essais.
Nous vous fournirons des recommandations techniques, des délais de fabrication de prototypes et un plan de production stable pour soutenir votre programme d'outillage.
Courriel
+86 17820674273
Adresse
Parc scientifique et technologique de Taixing, n° 3, route de Taixing, ville de Dongguan, province du Guangdong
FAQ – Commutateur pour meuleuse d'angle et fabrication XDC
Oui. Dans les programmes de broyage, nous contrôlons les facteurs mesurables : faux-rond ≤ 0,02 mm, Ra 0,5-1,0 μm, contre-dépouille en mica 0,4-0,5 mm, et consistance du segment ± 0,02 mm, Le système de contrôle de la qualité permet d'ajuster le bord de la barre et la finition en fonction de la qualité de la brosse et du cycle d'utilisation.
Nous fournissons 18-36 bar Les conceptions. Nous recommandons le nombre de barres en fonction de la conception du bobinage, des exigences de commutation et du système de balais.
- Pour les travaux de meulage standard : OFC est une base solide pour la conductivité et la stabilité de l'usinage.
- Pour les meuleuses professionnelles à usage intensif soumises à des charges soutenues et à des contraintes thermiques plus élevées : nous recommandons AgCu 0,08% ou AgCu 0.20% pour améliorer la stabilité thermique et la résistance à l'usure.
Ressource connexe
À XDC, nous partageons nos connaissances approfondies dans les domaines suivants commutateurs, Nous vous invitons à consulter notre blog pour en savoir plus sur notre expertise, nos processus de fabrication et notre expérience dans l'industrie. Nous vous invitons à consulter ces articles pour en savoir plus sur notre expertise.
L'étincelage et l'usure du collecteur : Pourquoi les balais doivent être alignés sur le plan neutre du moteur
Le plan neutre du moteur est la position de marche où la bobine sous le balai peut inverser le courant avec le...

Bruit de grincement du moteur à courant continu : est-ce le balai de carbone ou le commutateur ?
Lorsqu'un moteur à courant continu commence à grincer, la plupart des gens remplacent d'abord les balais. Parfois, cela fonctionne. Parfois, le bruit disparaît...

Comment vérifier l'arrondi ou le faux-rond d'un collecteur ?
La plupart des mauvais relevés commencent avant que l'indicateur ne touche le cuivre. C'est généralement là que réside tout le problème. Pas la jauge....



