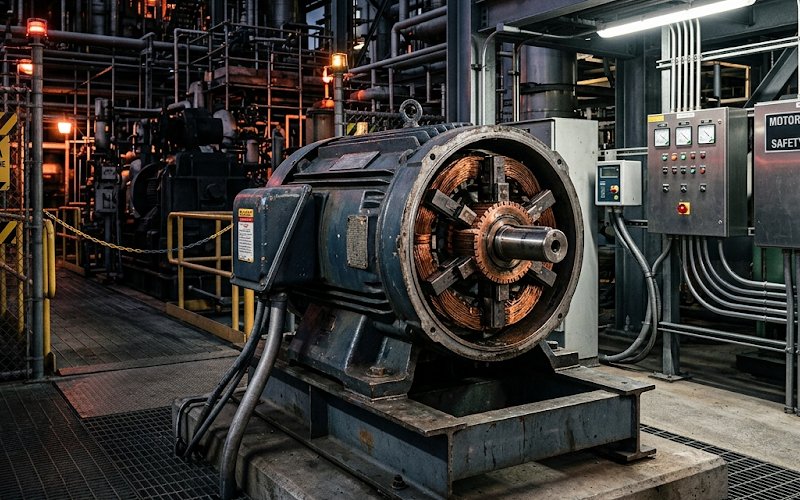
Reparación y mantenimiento de colectores industriales grandes: 7 habilidades técnicas esenciales, tolerancias y comprobaciones para la resolución de problemas
Cuando un gran conmutador industrial empieza a chisporrotear, castañear, arrastrar el cobre o quemar los bordes de la barra, la reparación rara vez es sólo un trabajo superficial.
Demasiados fallos se tratan al revés. El cobre tiene mal aspecto, así que se corta el cobre. Después, la máquina vuelve al servicio con la misma fuerza de resorte débil, la misma desalineación del soporte, el mismo error neutro, la misma ruta de contaminación. Una superficie más limpia. La misma máquina. El mismo problema, sólo que retrasado.
Por eso, la reparación de colectores industriales de gran tamaño no se centra tanto en una operación como en la gama de técnicos. Medición. Aislamiento de averías. Puesta a punto del engranaje de escobillas. Mecanizado controlado. Pruebas eléctricas. Disciplina de reinicio. Si se omite uno de estos puntos, el trabajo puede parecer terminado. Pero no estará terminado por mucho tiempo.
Índice
Claves para el servicio de colectores industriales
Antes de entrar en detalles, he aquí las comprobaciones sobre el terreno que suelen decidir si una reparación perdura:
- Lea el patrón de desgaste antes de tocar la superficie.
- Mida la excentricidad desde los muñones, no desde la cara del colector a ojo.
- Compruebe si hay barras sueltas, levantadas o inestables antes de mecanizar.
- Verificar la holgura del portaescobillas, la separación, el espaciado y el recorrido libre del cepillo.
- Mida la presión del muelle en todos los soportes y corrija la dispersión, no sólo en los bajos.
- Trate la profundidad del socavado, el estado de la mica y el chaflán del borde como parte de la reparación, no de la limpieza.
- Utilice pruebas eléctricas para confirmar si el fallo es mecánico, magnético o ambos.
- Asiente las escobillas nuevas en condiciones controladas antes de la carga completa.
Algunos objetivos de trabajo comunes aparecen una y otra vez en la práctica de los comercios:
| Comprobar | Objetivo de campo o punto de alerta típico |
|---|---|
| Desenganche del portaescobillas | A menudo alrededor de 2,5 a 3,2 mm de la superficie del colector |
| Presión del muelle del cepillo | Rango de trabajo común entre 4,0 y 6,0 psi, dependiendo del trabajo y del grado del cepillo. |
| Preocupación por el runout | Aproximadamente 3 mils / 75 µm y superior suele merecer atención inmediata |
| Contacto de asiento del cepillo | Acerca del contacto 75% a 80% antes de la carga de servicio normal |
| Profundidad de corte | A menudo, entre 1 y 1,5 veces la anchura de la ranura. |
| Chaflán | Chaflán ligero, normalmente de 0,2 a 0,5 mm. |
No se trata de límites universales. Siguen ganando los valores específicos de cada máquina. Aun así, son buenos filtros. Suficientemente buenos para detener a tiempo las malas suposiciones.
Por qué fallan las reparaciones de colectores de grandes industrias tras un servicio “satisfactorio
La respuesta corta: el defecto visible se repara, el defecto del sistema permanece.
Una superficie mal marcada puede proceder de varias cadenas de fallos diferentes:
- presión débil o desigual del cepillo
- geometría del soporte que parece aceptable hasta que llega la carga
- marcha fuera de pista
- acabado con mucha mica o mal socavado
- contaminación en la vía de contacto
- mal reparto de corriente entre escobillas
- problemas de campo, entre polos o posición neutra
Ese es el primer requisito de habilidad. No el mecanizado. No la limpieza. Leer el patrón correctamente antes de que la máquina se desnude en suposiciones.
La superficie del colector es una prueba. La cara del cepillo también lo es. Si esas dos historias no coinciden, detente ahí y resuelve eso primero.
1. Cómo leer los patrones de desgaste del colector y la película superficial
Un técnico que trabaje con conmutadores de gran tamaño necesita un reconocimiento de patrones que vaya más allá del “buen color” y el “mal color”.”
El aspecto de la superficie importa, pero no de la forma perezosa en que la gente lo utiliza. Una pista oscura y uniforme puede ser estable. Un conmutador brillante puede ser inestable. La película irregular, el deterioro del borde de salida, las marcas de carril en los lados de la escobilla, el quemado local del borde de la barra, las estrías, las marcas de ranura, las marcas de vibración, el arrastre del cobre y las esquinas rotas de la escobilla dicen más que el color general.
Algunos ejemplos:
- Quemado de bordes localizado a menudo apunta a una inestabilidad de la conmutación, un mal asiento de las escobillas, una posición incorrecta del portaescobillas o un reparto desigual de la corriente.
- Ranurado puede apuntar a contaminación, residuos abrasivos, mal ajuste del grado de la escobilla o partículas duras moviéndose a través de la vía de contacto.
- Marcas de charla a menudo traen problemas mecánicos en el cuadro: descentramiento, barras altas, mica alta, fuerza de resorte inestable, soportes sueltos.
- Arrastre de cobre o cobre embadurnado debería hacerle pensar en un sobrecalentamiento, una película deficiente, un arco severo o una superficie que se cortó pero no se terminó para las condiciones de servicio reales.
Lo importante es lo siguiente: no clasifique la marca y luego deje de hacerlo. Clasifíquela. Asigne una ruta de fallo. A continuación, pruebe esa ruta.
Ese es el trabajo.
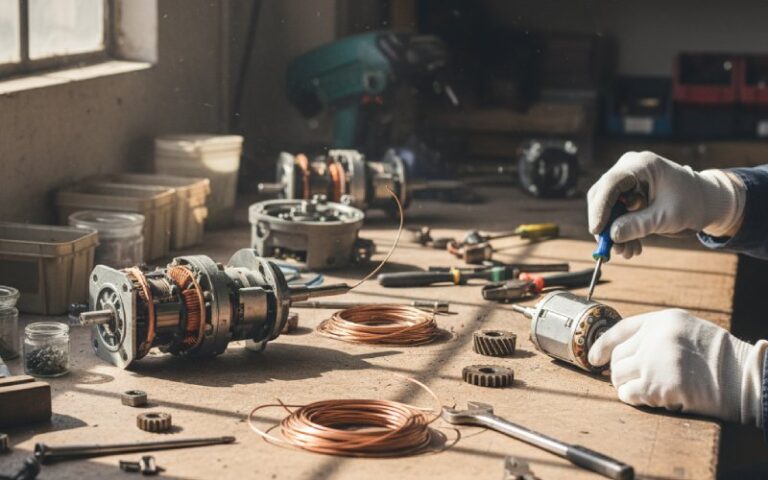
2. Medición mecánica y control de la excentricidad del colector
Los grandes conmutadores industriales no perdonan el juicio visual. Especialmente no perdonan el juicio visual después de que un técnico ya haya decidido lo que quiere encontrar.
La excentricidad debe medirse correctamente. Indicar a partir de los muñones. Comprobar la relación eje-conmutador. Confirme si el problema es la excentricidad del colector, el problema del eje, el estado de los cojinetes o una acumulación entre ellos. Mirar la superficie mientras se gira lentamente demuestra muy poco.
Aquí es donde empiezan muchas reparaciones débiles. El colector se desnuda porque parece irregular. Nadie comprueba si la geometría de la base es estable. Nadie comprueba si el paquete de barras es seguro. Nadie comprueba si una barra levantada está realmente suelta. La reparación se convierte en cosmética.
Un técnico que preste servicio a colectores industriales de gran tamaño debe sentirse cómodo con:
- indicación de marcación de las revistas
- comprobación del comportamiento radial y axial por separado
- identificar el movimiento de la barra frente a la
- comprobación de barras sueltas o levantadas antes del mecanizado
- distinguir un defecto superficial de un defecto estructural
Las barras sueltas merecen especial atención. Si una barra es inestable, el mecanizado de la superficie puede hacer que la pista parezca más limpia durante un corto período de tiempo, y luego volver a fallar una vez que la carga y el calor vuelvan a entrar en el ciclo. El paquete de barras tiene que ser mecánicamente fiable antes de que la corrección de la superficie signifique algo.

3. Comprobación del portaescobillas, holgura y presión del muelle
Un número sorprendente de “problemas del colector” son problemas del portaescobillas que se quedaron sin medir.
La separación del soporte es importante. La alineación de los soportes es importante. La igualdad de espaciado importa. La libertad de la escobilla dentro de la caja es importante. Una escobilla que se atasca, se balancea o se arrastra dentro del portaescobillas no puede mantener un patrón de contacto estable aunque la superficie del colector sea casi perfecta.
Esta zona separa a los cambiadores de piezas de los técnicos.
Las comprobaciones básicas son sencillas:
- verificar la distancia del soporte al colector
- verifique que la cara del soporte esté a escuadra con la trayectoria de la superficie
- verifique que las derivaciones del cepillo no interfieran con el movimiento
- verifique que la holgura lateral del cepillo esté controlada, no descuidada
- verificar que todas las escobillas se mueven libremente bajo la fuerza del muelle
- verifique la presión del muelle en todo el conjunto, no en una cavidad cada vez
La presión del muelle merece su propio párrafo porque es donde se esconden muchos fallos repetidos. Una presión baja es mala. Una presión desigual a veces es peor. Uno o dos soportes débiles pueden crear un patrón que se achaca a toda la máquina. Entonces se sustituye todo el juego de escobillas, el patrón cambia ligeramente, y la causa real permanece en servicio.
Un técnico capacitado mide cada soporte. Registra la dispersión. Corrige el sistema.
Sin glamour. Muy caro cuando se salta.
4. Mecanizado del colector, socavado y control del chaflán del borde
Girar un colector no es la reparación. Es una parte de la reparación. A veces una pequeña parte.
El objetivo no es producir la superficie de cobre más bonita del taller. El objetivo es restablecer una trayectoria de contacto estable con la mínima eliminación de material y sin introducir nuevos defectos en el proceso.
Eso significa que el técnico necesita criterio en cinco áreas:
Disciplina de retirada de material
Corte sólo lo necesario para restaurar la geometría y elimine la capa dañada. Los colectores grandes no se benefician de un arranque de viruta casual. Cada corte innecesario reduce la vida útil futura y reduce las opciones de reparación posteriores.
Juicio sobre el acabado de la superficie
Una superficie demasiado rugosa puede romper los cepillos durante el arranque. Una superficie demasiado brillante puede retrasar el desarrollo adecuado de la película. El acabado correcto no es un estándar de belleza. Es una decisión sobre las condiciones de servicio.
Calidad subcotizada
La profundidad de corte suele ser entre 1 y 1,5 veces la anchura de la ranura. Se trata de una guía común, no de una regla sagrada. Lo que importa es que la mica quede por debajo de la superficie de cobre lo suficiente para evitar interferencias mecánicas, mientras que la ranura permanece limpia y estable.
Eliminación de las aletas de mica
Si el socavado deja aletas, bordes irregulares o restos sueltos, el trabajo no está hecho. Las aletas se romperán. O desgastarán el camino de la maleza. Ninguno de los dos resultados es interesante.
Chaflán del borde de la barra
Los bordes afilados del cobre astillan y molestan a los cepillos. El borde tiene que estar ligeramente roto. No redondeado por pereza. No debe quedar afilado por precipitación.
Este es un buen lugar para decir lo que la gente experimentada ya sabe pero sigue ignorando en los trabajos apresurados: un mal destalonado puede arruinar un buen desbarbado. Un borde afilado puede arruinar un buen cepillo. Una ranura sucia puede arruinar ambos.
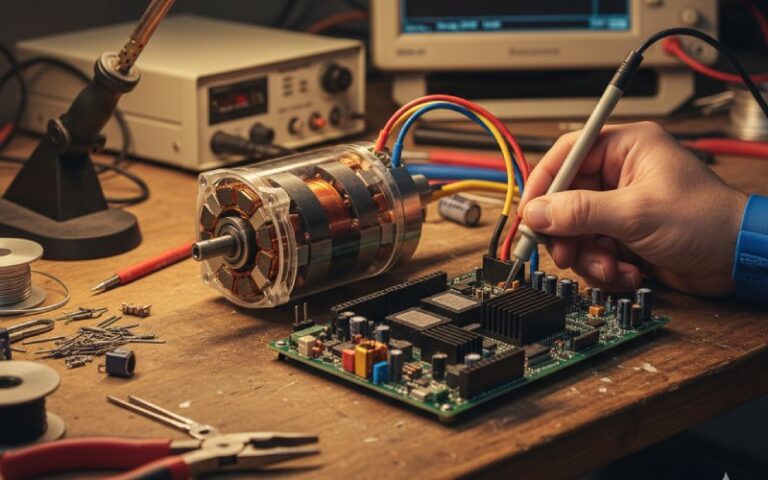
5. Pruebas eléctricas que confirman un fallo del conmutador
Un gran colector industrial puede mostrar un síntoma mecánico que parte de una causa eléctrica. Por eso, los buenos técnicos no se detienen en la superficie.
La expectativa mínima es una secuencia de pruebas que pueda responder a estas preguntas:
- ¿Es correcto el aislamiento a tierra?
- ¿Son uniformes las lecturas de barra a barra en toda la circunferencia?
- ¿Hay indicios de elementos en cortocircuito o abiertos?
- ¿Se comportan correctamente los circuitos de campo e interpolares?
- ¿Está verificada la polaridad?
- ¿Es realmente correcta la posición de la escobilla respecto al punto muerto en condiciones de servicio?
El trabajo compás a compás es especialmente útil cuando se trata como un patrón, no como una única lectura. Una lectura extraña importa. Una tendencia secuencial importa más. En máquinas grandes, no se trata de demostrar que una barra es “mala”. Se trata de comprobar si la estructura eléctrica es lo suficientemente uniforme como para permitir una conmutación limpia.
Aquí es también donde muchas reparaciones se clasifican erróneamente. La máquina echa chispas. Los cepillos se desgastan rápidamente. La superficie está fea. Todo el mundo asume que el conmutador causó el problema. A veces es así. A veces el conmutador está justo donde el error magnético se hace visible.
Esa distinción es cara.
6. Limpieza de colectores industriales y control de la contaminación
La limpieza forma parte de la calidad del servicio, no es una ocurrencia tardía al final.
El polvo de carbón, los finos de cobre, la neblina de aceite, la suciedad del proceso y los residuos de limpieza antiguos modifican la interfaz de contacto. También crean las condiciones para un falso diagnóstico. Una ruta contaminada puede simular un problema de superficie, un problema de escobillas o una inestabilidad eléctrica, dependiendo de dónde se asienten los residuos y con qué se mezclen.
Los técnicos que trabajan con colectores grandes deben controlar tres cosas:
Generación de residuos
El mecanizado, el asentado, el apedreado y la limpieza de socavados generan residuos. Prepárelos antes de empezar el trabajo.
Retirada de escombros
La aspiración suele ser más segura que la limpieza por chorro de aire de la contaminación en el interior de la máquina. Los devanados, los soportes y los sistemas de aislamiento no se benefician de la presencia de carbono en el aire en los rincones.
Manipulación de la superficie después de la limpieza
Una superficie limpia puede no estar bien tratada. Los trapos aceitosos, los guantes sucios, los abrasivos contaminados y los paños de limpieza reutilizados dejan huellas que alteran la formación temprana de la película.
Esto suena básico hasta que una máquina vuelve con una película inestable y nadie puede explicar por qué. Entonces, de repente, deja de ser básico.
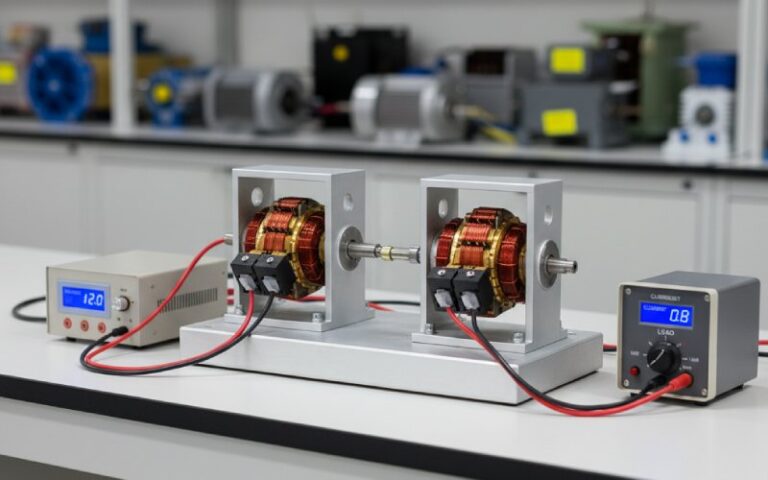
7. Nueva puesta en marcha controlada tras la sustitución de escobillas o la reparación del colector
Esta parte se precipita porque todo el mundo piensa que el trabajo duro ha terminado.
No ha terminado.
Las escobillas nuevas necesitan asiento. Es necesario observar las superficies rectificadas. Los ajustes de los muelles deben confirmarse en movimiento. El comportamiento de las chispas debe observarse en todo el conjunto de escobillas, no desde un solo lado de la máquina. Hay que comprobar el calor. El ruido es importante. El olor también importa, dentro de lo razonable. Las máquinas se delatan pronto si alguien les presta atención.
Una secuencia adecuada de nueva puesta en servicio suele incluir:
- confirmar que la máquina está mecánicamente limpia y es eléctricamente segura
- verificando la configuración del soporte y la presión del muelle una vez más
- funcionando primero con carga baja o controlada
- observando el desarrollo de la huella del cepillo y el comportamiento de la chispa
- comprobar el aumento de temperatura y los puntos calientes localizados
- aumentar la carga por pasos en lugar de saltar a la carga máxima
- reinspección del contacto de la cara del cepillo después de la operación inicial
El asentamiento de la brocha no está completo porque la máquina haya funcionado un rato. Está completo cuando el contacto es lo suficientemente amplio y estable como para soportar una carga normal sin molestias en los bordes, ruido o película inestable. Hasta entonces, la reparación sigue en curso.
Práctica tabla de localización de averías para el servicio de grandes conmutadores industriales
| Síntoma visible | Trayectoria probable del fallo | Conocimientos técnicos necesarios | Primera comprobación útil |
|---|---|---|---|
| Chispas intensas en varios brazos del cepillo | Error de neutro, problema de campo/interpolos, mal reparto de corriente | Diagnóstico eléctrico y revisión de las escobillas | Confirme la posición del cepillo, la polaridad y el patrón de barra a barra |
| Quemado localizado del borde de la barra | Presión desigual, mal asiento, desalineación del soporte, barra inestable | Lectura del patrón y configuración del soporte | Comparar la fuerza del muelle e inspeccionar la geometría del soporte |
| Chasquido del cepillo o esquinas rotas | Desviación, mica alta, barras altas, presión débil, inestabilidad del soporte | Medición mecánica | Indicar en los diarios e inspeccionar el estado de la mica/barra |
| Desgaste rápido y desigual del cepillo | Cepillos pegados, presión desigual, contaminación, mal asiento | Inspección de los cepillos | Comprobar la libertad de movimiento y la dispersión de la presión |
| Ranurado en la pista del colector | Suciedad, contaminación abrasiva, contacto inestable del cepillo | Diagnóstico de superficies y control de la limpieza | Inspeccionar la fuente de polvo y el estado del soporte |
| Arrastre de cobre o cobre embadurnado | Arco severo, película pobre, sobrecalentamiento, estado de acabado incorrecto | Aislamiento de fallos y control de nueva puesta en servicio | Comprobar el patrón de chispas, el acabado superficial y el historial de carga. |
| Superficie atractiva pero problemas recurrentes | Causa raíz nunca eliminada | Diagnóstico de todo el sistema | Vuelva a comprobar juntos los datos eléctricos, mecánicos y de configuración. |
Las competencias técnicas más importantes
Si tiene que reducirse a una lista, utilice ésta.
Un técnico de mantenimiento de grandes colectores industriales debe ser capaz de:
- leer los patrones de desgaste de las superficies y los cepillos sin saltar a explicaciones de una sola causa
- medir la excentricidad, la estabilidad de la barra y la verdad mecánica a partir de los puntos de referencia correctos
- colocar los portacepillos con la separación, el espacio, la alineación y la libertad de movimiento adecuados
- medir y normalizar la presión de los muelles en todo el sistema de escobillas
- mecanizar el colector con moderación y, a continuación, acabar correctamente el destalonado y los bordes
- utilizar pruebas eléctricas para separar los síntomas del colector de las causas magnéticas o del bobinado
- gestionar la contaminación antes, durante y después de la reparación
- volver a poner en marcha la máquina bajo carga controlada y verificar que la reparación es realmente estable
Esa es la verdadera lista de habilidades. No la vaga “atención al detalle”. No “aptitud mecánica”. Esas frases pertenecen a las entrevistas. Este trabajo pertenece a las mediciones.

Última palabra
El mantenimiento de colectores de grandes industrias suele presentarse como un cuidado superficial. No es así. Es un control del sistema de contactos.
El cobre es sólo una parte de ese sistema.
Un técnico que sepa cortar cobre pero no sepa leer los patrones de desgaste no detectará la causa. Un técnico que sepa leer patrones pero no mida la fuerza del portaherramientas pasará por alto la propagación. Un técnico que hace ambas cosas pero se salta la confirmación eléctrica puede enviar una máquina con el fallo original intacto.
Por eso, las mejores reparaciones de colectores suelen tener un aspecto casi sencillo. Sin dramatismo. Sin cortes excesivos. Sin marcas misteriosas sin explicación. Sólo una superficie estable, un sistema de escobillas estable y un reinicio que no discute.
FAQ: Reparación y mantenimiento de colectores para grandes industrias
¿Cuál es la causa de que se produzcan chispas excesivas en un gran colector industrial?
Normalmente no es una sola cosa. Las causas más comunes son un mal asiento de las escobillas, una presión débil o desigual de los muelles, una posición incorrecta de las escobillas, el descentramiento, un alto nivel de mica, la contaminación y los problemas magnéticos relacionados con el comportamiento del campo o los interpolos. Si el chisporroteo es generalizado, no asuma que la superficie del colector lo ha causado. Confirme también la parte eléctrica.
¿Qué presión de muelle debe utilizarse para las escobillas de colectores industriales?
Un rango de trabajo común es de 4,0 a 6,0 psi, pero esto es sólo un punto de partida. La calidad de la carda, la velocidad, la carga y el uso de la máquina son importantes. La cuestión más importante en la práctica es la consistencia de la presión en todos los soportes.
¿Cuánta excentricidad es excesiva en un colector?
Una guía común es de 1 a 1,5 veces la anchura de la ranura. No se trata de llegar a un número ritual. El punto es dejar la mica lo suficientemente baja y limpia para que no interfiera con el paso del cepillo o el control de los desechos.
¿Es necesario que las escobillas nuevas estén completamente asentadas antes de la carga completa?
Necesitan suficiente superficie de contacto estable antes de que se aplique la carga de servicio normal. Un objetivo práctico suele estar en torno a 75% a 80% de contacto frontal. Apresurarse en este paso es una de las formas más sencillas de dañar una reparación reciente.
¿Debe pulirse un colector hasta conseguir un acabado de espejo?
No automáticamente. El acabado de la superficie debe favorecer la formación de película y el contacto estable, no el orgullo de taller. Demasiado rugoso es un problema. Demasiado brillante también puede ser un problema. El acabado debe adaptarse al sistema de cepillado y a las condiciones de servicio.
¿Cómo saber si un problema en el colector es realmente un fallo eléctrico?
Ejecute la cadena de pruebas. Si el daño superficial se combina con lecturas anormales de barra a barra, problemas de polaridad, mal ajuste del neutro o desequilibrio campo/interpol, entonces el daño visible del colector puede ser el resultado, no la causa raíz.
¿Cuál es el error más común en la reparación de colectores de grandes industrias?
Tratarlo sólo como un trabajo de mecanizado. La reparación duradera suele ser el resultado de combinar el diagnóstico de la superficie, la medición mecánica, la corrección del engranaje de escobillas, la confirmación eléctrica, el control de la contaminación y la nueva puesta en servicio controlada.