Cómo fabricar un colector: Guía práctica de fabricación para fabricantes de motores de corriente continua
Este artículo trata de la construcción real - lo que tiene que ocurrir en la fábrica si se quiere un colector estable y silencioso que sobreviva a la velocidad, el calor y la presión de los costes de compra.
La mayoría de los artículos públicos se detienen en “barras de cobre + mica + compresión y horneado”. Vayamos un nivel más abajo: opciones, compensaciones y detalles del proceso que deciden tranquilamente si su próximo programa de motores de CC va como la seda o es una partida de garantía.
Índice
1. Vista rápida: Flujo de fabricación de colectores
A modo de referencia, he aquí la versión abreviada de un caso típico gancho o elevador conmutador construir:
- Definir la envolvente de la aplicación y la especificación del conmutador.
- Seleccione la construcción (moldeada, con banda de vidrio, con anillo en V, rellenable, etc.).
- Preparar el cobre y el aislamiento:
- Trefilar / extrudir barra de cobre
- Sello de segmentos trapezoidales
- Preparar la mica / paquete aislante
- Geometría del segmento de forma (patas de gancho, colas de milano, muescas).
- Apilar segmentos + aislamiento y comprimir / moldear en un paquete.
- Ejecutar ciclos de curado (compresión + térmico).
- Taladro de máquina, diámetro exterior y ranuras; segmentos hendidos; mica socavada.
- Encofrar ganchos / contrahuellas, mecanizar ranuras de bobina, chapar si es necesario.
- Prueba de giro, curado dinámico e inspección.
Todo lo demás es sólo usted tratando de cumplir con las tolerancias y mantener el desgaste del cepillo sano.
2. Empiece por el sobre de solicitud
Si te saltas esto y te limitas a “copiar el conmutador del año pasado”, suelen aparecer problemas en el laboratorio de resistencia.
Un sobre mínimo para cómo hacer un conmutador que realmente se ajuste a tu trabajo:
- Tipo de motor Tracción CC, arrancador de automóvil, pequeño electrodoméstico, motor universal, máquina de laboratorio... cada uno empuja límites diferentes (densidad de corriente, velocidad, vibración).
- Ventana de velocidad RPM mecánicas máximas, requisito de sobrevelocidad para la prueba de giro, ciclo de trabajo.
- Perfil de carga Funcionamiento continuo, arranque-parada, riesgo de calado, regenerativo.
- Medio ambiente Humedad, contaminantes, golpes / vibraciones, niebla salina, picos de temperatura.
- Sistema de cepillos Grado de carbono, tamaño de la escobilla, fuerza del muelle. El colector tiene que cooperar con eso, no luchar contra él.
No se trata de redactar unas especificaciones, sino de definir el “por qué” que determinará el número de segmentos, el grado de cobre, el sistema de aislamiento y la estrategia de curado.

3. Elija la construcción del conmutador
Los competidores suelen enumerar los tipos de construcción como si fuera un folleto. Seamos más francos.
Opciones comunes que verá en las peticiones de oferta y en los planos:
- Conmutador moldeado
- Segmentos + aislamiento incrustados en un cubo termoestable moldeado (a menudo fenólico).
- Bueno para motores pequeños / medianos, grandes volúmenes.
- No se puede reparar. Cuando está hecho, es chatarra.
- Conmutador con banda de vidrio
- Paquete de cobre + mica, sujeto por bandas de fibra de vidrio y resina.
- Bueno a altas velocidades y golpes, popular en tracción y servicio pesado.
- Tipos de anillos en V / anillos de contracción / anillos de acero
- Unos anillos mecánicos sujetan la mochila a un cubo de acero.
- Los diseños rellenables permiten la sustitución de segmentos en máquinas grandes.
- Conmutadores planos / tipo concha
- Carcasas a menudo extruidas en frío más moldeo; se utilizan cuando el espacio axial es reducido.
Mientras decides, anota tres preguntas rápidas:
- ¿Permitirá esta construcción sazonado estático y dinámico al nivel que su especificación desea?
- ¿La posibilidad de reparación es importante para el cliente o se trata de un motor desechable?
- ¿Cómo se comporta el diseño en sobrevelocidad cuando la resina se arrastra y cambia la tensión de la banda?
Si sus respuestas son confusas, el diseño no está listo para construirse.
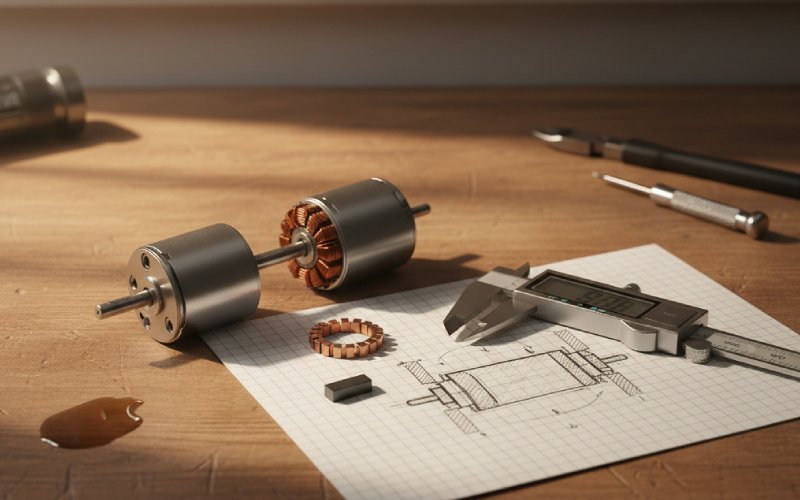
4. Preparación del cobre y del aislamiento
Todo el mundo escribe “cobre de alta calidad” en los folletos. La pregunta es: ¿qué cobre y cómo se manipula?
4.1 Barra / aro de cobre
Pasos típicos:
- Seleccione el grado de cobre o de aleación de cobre para la densidad de corriente y el entorno.
- Dibuje o extruya la barra o el aro según el perfil del segmento previo.
- Controle el tamaño del grano y la dureza para poder formar ganchos más tarde sin grietas.
Para muchos conmutadores verá barra trapezoidal para que los segmentos de los extremos se encajen de forma natural en la circunferencia.
4.2 Aislamiento por segmentos
Aún así, muy a menudo:
- Mica (segmento de mica, construido para soportar la compresión y la temperatura) entre los segmentos.
- Más información en Anillos en V o aislamiento moldeado entre el paquete de cobre y el cubo de acero.
Ya sabe lo que hay que hacer: el grosor, la resistencia al cizallamiento y la clase térmica deben coincidir con la aplicación. Si las especificaciones son excesivas, el departamento de compras se quejará; si son insuficientes, los informes sobre las causas se llenarán de trabajo.
5. Conformado y punzonado de segmentos
Aquí es donde viven muchas patentes, pero la secuencia práctica es sorprendentemente similar en todas las plantas.
5.1 Tratamiento de segmentos tipo gancho
Proceso típico para un conmutador de tipo gancho:
- Corte y dibujo
- El material de cobre se troquela y se embute en una barra.
- Punzonado progresivo
- En el bar:
- Forma de pata de gancho
- Ranura de cola de milano
- Muesca para la ranura o relieve inferior
- Todo perforado en troqueles escalonados para mantener la precisión posicional.
- En el bar:
- Corte del segmento
- Segmentos separados de la barra procesada.
- Limpieza y desbarbado
- Desengrasado, volteo o cepillado para eliminar las rebabas antes de apilar.
Ajustarás el juego de troqueles para tu geometría exacta, pero el ritmo suele ser ese.
5.2 Construcciones alternativas de carcasa / plano
Para conmutadores planos o de concha, es habitual:
- Formar un revestimiento continuo de cobre (extrusión en frío, conformado).
- Añadir hendiduras / trinquetes alrededor de la circunferencia.
- Moldear el jefe aislante dentro de la cáscara.
- Cortar hendiduras hasta el fondo para crear segmentos.
Útil cuando la longitud axial es limitada o se desea un disco colector plano.
6. Apilado, moldeado y curado estático
Una vez que tienes los segmentos y el aislamiento, ahora estás esencialmente construyendo un “tronco” de cobre-mica y forzándolo a comportarse como una sola pieza estable.
6.1 Apilamiento
- Disponer segmentos de cobre con segmentos de mica entre ellos.
- Insertar en un útil o molde de compresión de acero o acero para herramientas.
- Añada anillos en V o elementos de soporte según requiera el diseño.
6.2 Compresión y moldeo
Dos caminos típicos:
- Conmutador moldeado por inyección / compresión
- Poner segmentos + mica + inserto en el molde.
- Inyectar resina termoestable (por ejemplo, fenólica).
- Curar bajo presión.
- Bandas de vidrio / construcción anular
- Aplicar compresión axial para consolidar el paquete de cobre + mica.
- Instalar bandas de vidrio, bandas preimpregnadas con resina.
6.3 Condimentación estática
La mayoría de los proveedores serios compresión múltiple + ciclos de horneado. El patrón suele ser:
- Apriete en frío de la fijación.
- Dejar en remojo térmico a no menos de 160 °C aproximadamente durante varias horas (la receta exacta es propia).
- Apriete en caliente mientras el envase está todavía a temperatura.
- Repita los ciclos según sea necesario para el tamaño, la velocidad y la aplicación.
El punto es aburrido e importante: quieres que la fluencia, la contracción de la resina y el movimiento interno terminen antes de el conmutador nunca ve una escobilla.
7. Mecanizado: Torneado, ranurado, corte longitudinal, destalonado
Aquí es donde se reconoce visualmente como un conmutador.
7.1 Mecanizado de diámetro interior y exterior
- Escariar o perforar el diámetro interior para encajar el eje o el cubo.
- Gire el diámetro exterior a tamaño casi final, con margen para el acabado.
En esta fase se inicia el seguimiento de la excentricidad y la concentricidad; se sabe que la pista de cepillado no puede corregir errores de geometría más adelante.
7.2 Ranurar, cortar y rebajar
Secuencia típica:
- Ranurado de segmentos (cuando sea necesario)
- Ranuras axiales en el cobre para los cables de la bobina o las características del elevador.
- Corte
- Corte hendiduras axiales entre los segmentos para separarlos eléctricamente.
- Recorte de mica
- Retire la mica ligeramente por debajo de la superficie de cobre para que los cepillos funcionen sobre el cobre y no sobre el aislamiento.
- Acondicionamiento de bordes
- Bisele los bordes de los segmentos para controlar el desgaste del cepillo y reducir el astillado.
En este punto, el paquete de cobre y mica está cerca de su función eléctrica final, aunque todavía no tenga un aspecto bonito.
8. 8. Formación del elevador/enganche y conexión del conductor
Ahora prepara los puntos de terminación reales para las bobinas del inducido.
8.1 Formación del elevador y del gancho
Según el tipo de colector:
- Tipo de gancho
- Doblar neumática o mecánicamente las patas del gancho.
- Compruebe si hay grietas o marcas de tensión en la curva.
- Tipo de elevador
- Mecanizar el cobre sobrante para formar bridas radiales.
- Cortar ranuras o cavidades en cada brida para los extremos de las bobinas.
- Diseños de tubos verticales compuestos
- Soldar los bloques elevadores a las barras cuando se requiera una corriente más elevada o una geometría especial.
8.2 Método de conexión de conductores
Métodos que verás en las especificaciones y métodos antiguos:
- Soldadura fuerte / soldadura por resistencia / TIG
- Recomendado cuando se desea estabilidad a altas temperaturas y uniones fiables.
- Uniones soldadas
- Históricamente común, pero conocido por reblandecerse a altas temperaturas y corrientes; muchos diseños han dejado de confiar únicamente en la soldadura.
El método de conexión impulsa la inspección: ajustará las pruebas no destructivas (visuales, radiográficas, eléctricas) a su alrededor.
9. Acabado, curado dinámico e inspección
La pieza es casi un conmutador. Ahora haz que se comporte como uno en un motor real.
9.1 Acabado superficial y chapado
Pasos comunes de acabado:
- Final rectificado / torneado de la pista del conmutador.
- Ranurado o patrones de superficie, si las especificaciones del pincel lo requieren.
- Revestimiento de segmentos (estaño, níquel, plata u oro, capa fina) donde se requiera corrosión, baja resistencia de contacto o un comportamiento de contacto especial.
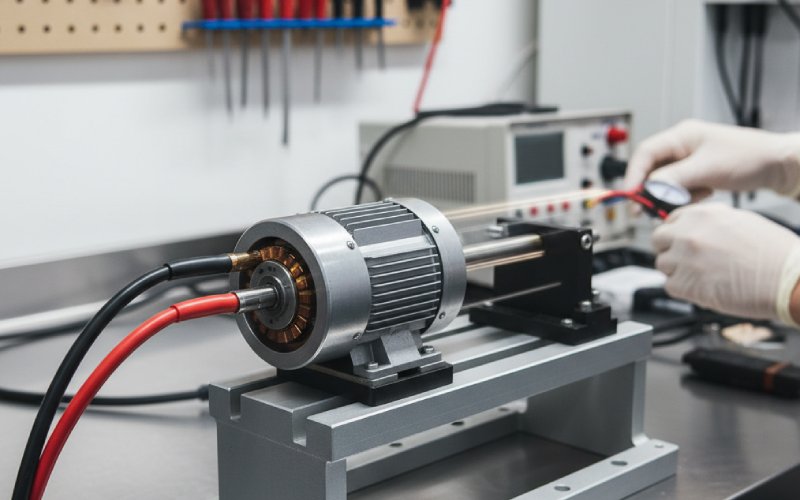
9.2 Curado dinámico / prueba de sobrevelocidad
Para simular el uso real y estabilizar la mochila:
- Condimento Spin
- Funcionar a velocidad nominal o superior, a veces a temperatura controlada, para dejar que se asienten las tensiones internas.
- Pruebas de sobrevelocidad
- Validar la integridad mecánica a un factor de sobrevelocidad definido (por ejemplo, 1,2-1,5× nominal).
En trabajos de tracción, aeroespaciales o nucleares, esta parte del proceso suele ser estricta y no negociable.
9.3 Comprobaciones eléctricas y dimensionales
Comprobaciones clave, sin necesidad de teoría:
- Excentricidad exterior, interior y frontal
- Alineación de segmentos y concentricidad entre barras
- Resistencia de barra a barra y resistencia de aislamiento
- Pruebas de alto potencial (hipot) entre segmentos y al cubo
- Visual: grietas, porosidad, defectos de chapado, calidad de socavado
Una vez pasado todo esto, el conmutador está realmente listo para ver un inducido.
10. Ejemplo de opciones de proceso por aplicación (tabla)
Una comparación rápida para organizar el pensamiento cuando se pregunta “cómo debemos hacer este conmutador” para diferentes programas OEM:
| Tipo de aplicación | Construcción típica del colector | Recuento de segmentos (típico) | Sistema de aislamiento | Enfoque sazonador | Notas para los equipos OEM |
|---|---|---|---|---|---|
| Pequeño electrodoméstico / herramienta eléctrica Motor de corriente continua o universal | Conmutador moldeado sobre cubo termoestable | 8-36 | Mica entre segmentos + fenólico moldeado | 1-2 ciclos de curado estático, centrifugado básico | Bajo coste unitario, normalmente no reparable. Diseño para montaje automatizado. |
| Motor de arranque para automóviles | Conmutador de gancho moldeado o con banda de vidrio | 20-40 | Segmento de mica + banda de vidrio o anillos en V | Múltiples ciclos de estacionamiento, margen de sobrevelocidad definido | Corriente y choque elevados; preste atención a la geometría del tubo ascendente y a las juntas soldadas. |
| Motor de corriente continua de tracción / industrial pesado | Conmutador recargable con banda de vidrio o anillo de acero | 60-200+ | Segmento mica + anillos, aislamiento de alta calidad | Curado estático con varios ciclos de compresión / térmicos; curado dinámico a temperatura controlada | Diámetro grande, larga vida útil, fácil mantenimiento. Gran atención a la rellenabilidad y al acceso de inspección. |
Utilícelo como un control de cordura: si su nuevo diseño se sitúa muy lejos de estos patrones, o bien ha innovado por alguna razón o se le ha escapado algo básico.
11. Errores comunes de construcción (e ideas para solucionarlos)
Algunos problemas que aparecen una y otra vez en las auditorías de fabricación de colectores:
- Paquete de cobre y mica poco sazonado
- Síntoma: movimiento de la barra, recorrido irregular del cepillo, crecimiento fuera de redondez durante el servicio.
- Arreglo: añadir ciclos de sazonado o ajustar tiempo/temperatura/tonelaje; verificar mediante pruebas de centrifugado de muestras.
- Subcotización demasiado agresiva
- Síntoma: desmenuzamiento de la mica, desconchado del pincel.
- Corrección: reforzar el control de profundidad, perfeccionar la geometría de la herramienta, revisar la refrigeración y la evacuación de virutas.
- Mala formación del gancho o de la contrahuella
- Síntoma: microfisuras en las curvas, alta resistencia de la junta más adelante.
- Solución: reajustar el utillaje de curvado; mantener alineados el radio de curvado, la temperatura y la dureza del cobre.
- Superficies contaminadas antes de soldar
- Síntoma: uniones aleatorias de alta resistencia bajo carga.
- Arreglo: introducir normas estrictas de limpieza y manipulación antes de la adhesión.
- Ignorar la interacción cepillo-mutador en el diseño
- Síntoma: dibujos aceptables, pero en la prueba se producen ruidos, chispas o un rápido desgaste de las escobillas.
- Corrección: tratar el grado de la escobilla, la fuerza del muelle y el acabado del colector como un único sistema e iterar.
- Controles flojos en OD y run-out
- Síntoma: contacto intermitente, calentamiento localizado.
- Solución: mejorar la fijación y el control durante el torneado y el rectificado.
- Cambios ad hoc en los procesos no reflejados en la documentación
- Síntoma: variación de un lote a otro sin causa aparente.
- Corrección: bloquear las ventanas de proceso (tonelaje de compresión, tiempo de cocción, límites de lotes de material) y tratarlas como cualquier otra característica crítica.
12. FAQ: Preguntas prácticas sobre la fabricación de conmutadores
Q1. ¿Cuál es la mejor calidad de cobre para los segmentos del colector?
No hay una respuesta única. Las aleaciones de cobre de gran pureza son típicas por su conductividad y comportamiento frente al desgaste, con variaciones basadas en la densidad de corriente y la tensión mecánica. Muchos fabricantes utilizan aleaciones de cobre adaptadas a sectores específicos como la automoción o la tracción.
Q2. ¿Necesito siempre un tratamiento de compresión multiciclo?
Si está construyendo algo más que motores muy pequeños de baja tensión, sí, es difícil justificar saltárselo ahora. La combinación de compresiones y horneados repetidos estabiliza el paquete de cobre-mica y reduce el movimiento en servicio, lo que es especialmente importante en máquinas de tracción y otras máquinas críticas.
Q3. ¿Se pueden reparar los colectores o son siempre desechables?
Los pequeños colectores moldeados en herramientas y aparatos suelen ser no reparables; el coste de la reparación es superior al de la sustitución.
Los grandes colectores industriales y de tracción suelen diseñarse como recargable, Ello permite sustituir los segmentos de cobre y volver a mecanizar el paquete.
La elección de la construcción del colector en el momento del diseño lo decide en gran medida.
Q4. ¿Cuál es la diferencia práctica entre los conmutadores moldeados y los de banda de vidrio?
Moldeado: cubo de resina, integración más sencilla, a menudo mejor adaptada a la automatización, menor precio por pieza en grandes volúmenes.
Bandas de vidrio / tipos de anillos: mejor retención mecánica a velocidades muy elevadas y en entornos de alta energía; le compromete a unas rutinas más estrictas de curado e inspección.
Q5. ¿Qué grado de “acabado” debe tener el colector antes de montar el inducido?
En la mayoría de las fábricas de motores de corriente continua:
El agujero, el diámetro exterior y el destalonado están completos.
Los ganchos / bandas se forman y se inspeccionan.
Se realiza un condimento dinámico y una prueba básica de centrifugado.
Algunos fabricantes de corte final en el conmutador después del bobinado del inducido y la impregnación para corregir las pequeñas deformaciones producidas por el curado y el montaje.
Q6. ¿Puede la fabricación aditiva sustituir a los procesos de conmutación tradicionales?
Por ahora, no para la producción general. La combinación de cobre de gran pureza, geometría fina de los segmentos y sistemas de aislamiento probados sigue favoreciendo el uso de barras estiradas, estampado, moldeado y mecanizado. Los métodos aditivos podrían aparecer en accesorios, prototipos o piezas auxiliares, pero todavía no como una ruta estándar de fabricación de segmentos.










