Proceso de fabricación del conmutador
Un flujo de fabricación controlado y repetible para colectores de cobre utilizados en motores de corriente continua, arrancadores y generadores, respaldado por una revisión de ingeniería, trazabilidad e inspección documentada.
De un vistazo
Qué fabricamos
Conmutadores moldeados
Conmutadores de anillos en V
Conmutadores de anillo retráctil
Diseños personalizados basados en dibujos/muestras
Lo que puede esperar
Comentarios de DFM (si es necesario) antes de la producción
Puntos de control del proceso claros (dimensionales + eléctricos)
Registros trazables de los pasos clave y los resultados de las inspecciones
Presupuesto rápido en 24 horas una vez confirmados los planos/especificaciones


Por qué el control de procesos es importante para los conmutadores
Los conmutadores funcionan bajo calor, velocidad, tensión mecánica y carga eléctrica. Las pequeñas variaciones en la concentricidad, la excentricidad, el estado del aislamiento, la calidad de la socavación o la integridad del segmento pueden provocar:
desgaste de las escobillas y chispas
problemas de vibración/ruido
sobrecalentamiento y fallo de aislamiento
vida útil y rendimientos más cortos
Nuestro flujo de fabricación está diseñado para reducir estos riesgos mediante el control de las características críticas en múltiples etapas, no sólo en la inspección final.
Descripción general de nuestro proceso de fabricación de colectores
Ingeniería → Preparación del material → Montaje → Curado → Mecanizado → Recorte y acabado → Condimentación → Pruebas → Envasado.
1. Revisión técnica
Para evitar futuros desajustes, confirmaremos los detalles de la aplicación y los planos, incluida la tensión/corriente de funcionamiento, el rango de velocidad/ciclo de trabajo, la selección del tipo de colector, las dimensiones y tolerancias críticas, los requisitos de aislamiento/biselado y los requisitos de equilibrado.Recibirá una lista de confirmación o instrucciones DFM (si es necesario) y un presupuesto en el que se expondrán claramente todos los supuestos.
2. Preparación del material y control de entrada
El cobre, el aislamiento (mica) y los materiales relacionados se preparan y comprueban antes del montaje:
- verificación visual y dimensional
- Trazabilidad de los materiales: Todas las materias primas entrantes (por ejemplo, cobre aleado Cu-Ag, láminas de mica, anillos de acero). Cada lote de producción puede rastrearse hasta los certificados originales de pruebas de laminación (MTC) para garantizar la pureza del material y sus propiedades mecánicas.
3. Conjunto de segmento y aislamiento
Los segmentos y el aislamiento se ensamblan de acuerdo con la estructura del conmutador seleccionada:
- control de alineación y espaciado de segmentos
- colocación del aislamiento y comprobación de la coherencia
- comprobación de la integridad mecánica antes del curado
4. Curado / Pegado
Dependiendo del diseño, utilizamos el curado/adhesión controlados para garantizar la estabilidad y reducir el movimiento durante el mecanizado posterior.
- Controles de curado: Los procesos de termoendurecimiento se controlan estrictamente en hornos calibrados. Los perfiles estándar oscilan entre 160 °C y 180 °C durante 4 a 8 horas, lo que garantiza que la resina de moldeo o el aislamiento del anillo en V estén completamente polimerizados y liberados de tensiones.
5. Mecanizado de precisión
El mecanizado se realiza para conseguir la geometría y el estado de superficie requeridos:
- Mecanizado OD/ID y torneado frontal
- Límites de precisión: Rutinariamente mantenemos tolerancias OD/ID de ±0,005 mm y controlamos la excentricidad dentro de 0,008 mm (dependiendo del tamaño y estructura de la pieza).
- control del acabado superficial (normalmente Ra 0,4 a Ra 0,8 según especificaciones)
6. Recorte y acabado
El rebaje y el acabado se realizan para cumplir los requisitos de conmutación y aislamiento del cepillo:
- control de profundidad y anchura de corte
- acabado de bordes / desbarbado
- limpieza de ranuras y control visual
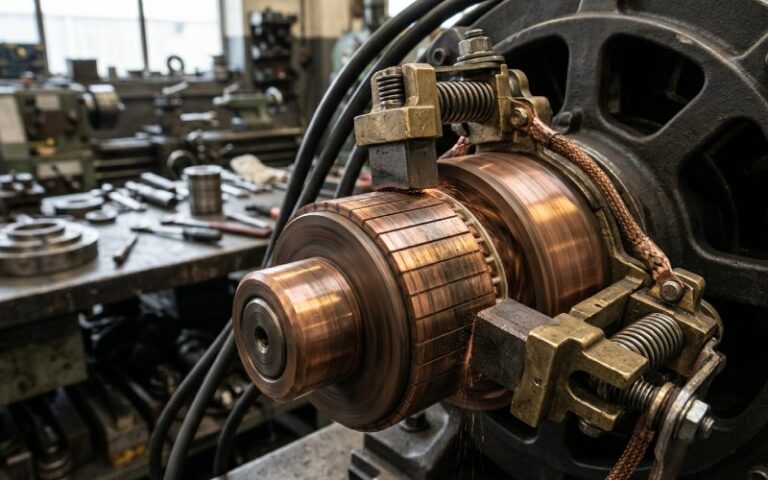
7. Sazonamiento / Prueba de centrifugado
Cuando procede, realizamos un curado/giro controlado para confirmar la estabilidad antes de las pruebas eléctricas finales.
- Criterios de aceptación: Los conmutadores se calientan (por ejemplo, a 150°C) y se hacen girar a altas velocidades (hasta 10.000 - 30.000 RPM, dependiendo del diámetro exterior). La elevación/desplazamiento máximo admisible de la barra se controla estrictamente (normalmente < 0,002 mm) para garantizar la estabilidad bajo fuerzas centrífugas extremas del motor.
8. Inspección final, pruebas y autorización
Antes del envío, las piezas se verifican con respecto a los requisitos de planos/especificaciones.
Control de calidad y pruebas de laboratorio
Aplicamos comprobaciones dimensionales y eléctricas para confirmar la seguridad y el rendimiento del colector.
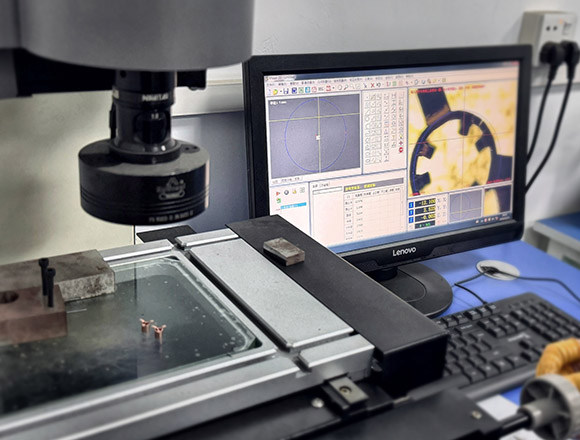
Inspección dimensional y mecánica
Medición de OD/ID/longitud
verificación de concentricidad y excentricidad
comprobaciones de la geometría del destalonado
inspección visual (bordes del segmento, estado del aislamiento, limpieza)
verificación de saldos (si es necesaria)
Pruebas eléctricas
resistencia del aislamiento (IR)
alto potencial (Hi-Pot)
prueba de sobretensión (si procede)
controles de continuidad
Documentación y trazabilidad
Conservación de registros: Todos los registros de inspección dimensional y eléctrica están vinculados al código QR del lote y se conservan de forma segura para 5 años.

Equipamiento y capacidad
Centros de torneado y mandrinado CNC de precisión para mecanizado de exteriores, interiores y frontales
Máquinas automáticas de rebaje para una geometría precisa de las ranuras de aislamiento
Concentricidad/Ejecución: Comprobadores de redondez y relojes comparadores de precisión Mahr
Instrumentos eléctricos: Comprobadores automáticos Hi-Pot, megóhmetros (IR) y estaciones de prueba de sobretensiones
Equilibrio: Equilibradoras dinámicas Schenck
Medidores de inspección: Comparadores ópticos Mitutoyo, calibradores Go/No-Go personalizados de enchufe y anillo
Soporte técnico
Si nos facilita planos o muestras, nuestro equipo de ingenieros puede ayudarle:
recomendación del tipo de colector en función de la carga/velocidad/espacio
revisión de tolerancias y comentarios sobre la fabricabilidad
sugerencias de aislamiento/rebaje para el rendimiento del cepillo
creación rápida de prototipos y proceso de aprobación de muestras
Qué enviar para obtener mejores resultados
Dibujo 2D (PDF) + modelo 3D (STEP/IGS/X_T/SolidWorks) si está disponible
detalles de la aplicación (tensión/corriente/velocidad/deber)
cantidad objetivo y calendario

Embalaje y envío
Para proteger las superficies del colector y mantener la limpieza:
Protección contra la corrosión: Todos los colectores de cobre se embalan con Bolsas VCI (inhibidor volátil de la corrosión) y desecantes de gel de sílice para evitar la oxidación durante el transporte marítimo o aéreo.
Protección mecánica: Las piezas se colocan de forma segura en bandejas de espuma EPE moldeadas a medida o en tabiques celulares de alta resistencia para evitar daños en los bordes y arañazos.
Etiquetado claro de las piezas e identificación de los pedidos para facilitar la recepción.
Solicitar presupuesto
Obtenga la revisión y el presupuesto de un ingeniero en 24 horas.
Cargue dibujos/modelos e indíquenos la aplicación: nuestro equipo de ingeniería le responderá con información DFM o un presupuesto preciso en cuanto se confirmen las especificaciones.
Formatos de carga compatibles
PDF / DWG / STEP / IGS / X_T / SolidWorks / ZIP
Correo electrónico
+86 17820674273
Dirección
Parque Científico y Tecnológico de Taixing, n.º 3, Taixing Road, ciudad de Dongguan, provincia de Guangdong.
Preguntas frecuentes
Fabricamos colectores moldeados, de anillo en V y de anillo retráctil, incluidos diseños personalizados basados en planos o muestras.
Sí. Si no dispone de planos, podemos evaluar una muestra y confirmar las dimensiones clave, el tipo de estructura y los requisitos de ensayo antes de realizar el presupuesto.
Entre las pruebas más comunes se incluyen la inspección dimensional, las comprobaciones de concentricidad/desviación, la verificación de socavados, la inspección visual, la resistencia de aislamiento (IR), Hi-Pot y las pruebas de sobretensión cuando sea necesario.
Sí. Podemos proporcionar informes de inspección por pedido o por lote. Si lo desea, puede solicitar modelos de informe (los datos confidenciales se pueden suprimir).
Archivos de dibujo/modelo, tipo de colector preferido (si lo hay), tolerancias clave, detalles de la aplicación (tensión/corriente/velocidad/trabajo), cantidad y plazo de entrega previsto.
Recursos relacionados
En XDC, compartimos nuestros profundos conocimientos sobre conmutadores, procesos de fabricación y experiencia en el sector en nuestro blog. Le invitamos a explorar estos artículos para obtener más información sobre nuestra experiencia.
Chispas y desgaste del colector: Por qué las escobillas deben alinearse con el plano neutro del motor
El plano neutro del motor es la posición de marcha en la que la bobina situada debajo de la escobilla puede invertir la corriente con...

Ruido chirriante del motor de CC: ¿es la escobilla de carbón o el colector?
Cuando un motor de CC empieza a chirriar, la mayoría de la gente sustituye primero las escobillas. A veces funciona. A veces el ruido desaparece...

Cómo comprobar la redondez o excentricidad de un colector
La mayoría de las malas lecturas empiezan antes de que el indicador toque el cobre. En realidad, ese suele ser todo el trabajo. No el indicador....



