Efectos del aislamiento de mica sobresaliente en el rendimiento motor
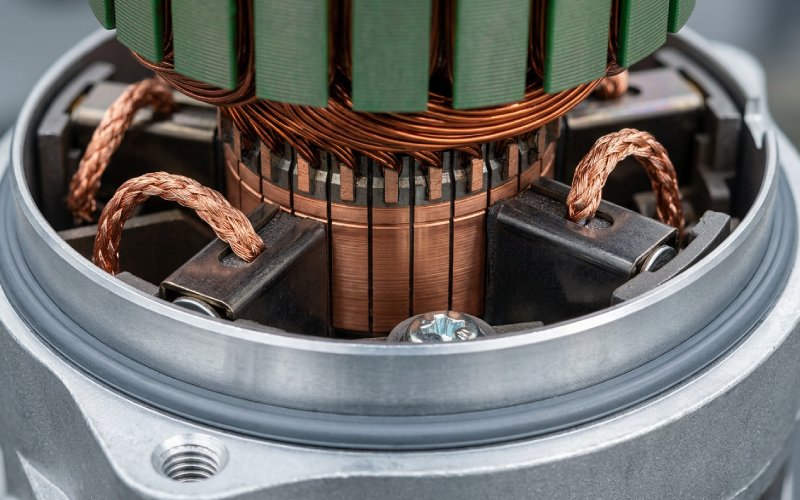
Aislamiento de mica sobresaliente, a menudo llamado mica alta, significa que el aislamiento entre conmutador Las barras están demasiado cerca de la superficie de cobre, o por encima del recorrido efectivo de las escobillas tras el mecanizado y el desgaste. El motor puede seguir girando. La corriente sigue pasando. No se trata de eso. Primero, el contacto se vuelve inestable. Entonces empiezan los problemas visibles.
En la fabricación de colectores, el alto contenido de mica no se trata como un problema menor de acabado. Se trata de un defecto de geometría en la interfaz eléctrica de deslizamiento. Una vez que la escobilla deja de recorrer una pista de cobre limpia y empieza a cruzar bordes de aislamiento duros, el rendimiento del motor cambia con bastante rapidez: más vibración, conmutación menos estable, película irregular, aumento de la temperatura de la escobilla, astillamiento de los bordes y daños en la barra que suelen aparecer más tarde de lo que realmente se crearon.
Índice
Qué hace la mica saliente dentro de un motor en marcha
La primera pérdida no suele ser de velocidad ni de par. Es el margen.
La cara de una escobilla parece grande, pero el contacto conductor real es limitado y cambia constantemente. Ese contacto necesita continuidad de cobre, rugosidad controlada, ranuras limpias y una transición predecible de barra a barra. La mica alta rompe esa condición. El cepillo se levanta microscópicamente en cada ranura afectada. A veces sólo un poco. Si se repite cientos o miles de veces por minuto, es suficiente.
A partir de ahí, la secuencia es familiar:
- comienza el parloteo del cepillo
- la transferencia de corriente se vuelve irregular
- la película del conmutador deja de formarse uniformemente
- el calor local sube
- la chispa se dispara más fácilmente
- el desgaste de los cepillos se acelera
- los bordes de la barra comienzan a marcarse, luego se queman
El motor sigue funcionando durante parte de esta secuencia. Por eso se suele subestimar el defecto.
Por qué la mica alta provoca algo más que el desgaste de las escobillas
El desgaste del cepillo es sólo la factura visible.
Lo que la mica alta realmente cambia es la calidad de la conmutación. Cuando la escobilla no puede permanecer asentada en la trayectoria del cobre, la gota de contacto se desplaza. La calidad de la película se desplaza. La fricción deja de ser estable. Una máquina que parecía aceptable durante las pruebas cortas puede volverse ruidosa en servicio, especialmente con carga ligera, carga fluctuante o después de que la película superficial se haya visto alterada por el polvo, la humedad o las oscilaciones de temperatura.
Esto es importante para los compradores de OEM porque el defecto no se queda localizado en la ranura de la mica. Se extiende a:
- menor duración del cepillo
- mayor riesgo de chispas en el colector
- transferencia de corriente inestable en el inducido
- paradas de mantenimiento más frecuentes
- menor tolerancia a la variación de carga
- reajuste anterior o sustitución del colector
Así que, sí, la mica que sobresale es un detalle del aislamiento. También es una cuestión de coste del ciclo de vida.
Problemas comunes del motor causados por la mica saliente
| Síntoma motor | Lo que suele ocurrir en el conmutador | Impacto en el rendimiento |
|---|---|---|
| Chirrido del cepillo | El cepillo golpea los bordes de mica dura en lugar de permanecer en una pista de cobre estable. | Contacto inestable, aumento de la fricción, transferencia de corriente desigual |
| Chispas ligeras que empeoran con el tiempo | El rebaje de la mica es demasiado poco profundo, los bordes de la ranura son rugosos o quedan rebabas después del mecanizado. | Margen de conmutación deficiente, calentamiento local, rotura de la película |
| Rápido desgaste del cepillo con bordes astillados | Las crestas de aislamiento duro y la mala geometría de los bordes golpean repetidamente la cara del cepillo | Reducción de la vida útil de las escobillas, más polvo, más mantenimiento |
| Manchas oscuras o bordes de barra quemados | La concentración local de corriente y la película inestable se desarrollan en las transiciones de barras dañadas | Ataque de cobre, marcado de barras, daño superficial progresivo |
| El problema aparece después de girar o volver a girar | Se restauró el cobre, pero después no se controló la limpieza del rebaje, el chaflán o la ranura de la mica. | El colector recién mecanizado falla al principio del funcionamiento |
| El motor se comporta peor de lo esperado con poca carga | La película de contacto es débil y la superficie se vuelve menos tolerante a los defectos de geometría | Ruidos, vibraciones, chispas irregulares, funcionamiento inestable |
¿Cuál suele ser la causa de una mica elevada?
Sólo hay unas pocas causas fundamentales. La gente aún se las arregla para ocultarlas bajo cambios de pincel y retrabajos sobre el terreno.
1. La socavación es demasiado superficial
Esta es la directa. El cobre está mecanizado hacia atrás, la mica no está suficientemente empotrada y la escobilla acaba cruzando el aislamiento demasiado pronto.
2. El rebaje de mica es irregular en toda la circunferencia
La profundidad media puede parecer aceptable. La consistencia entre ranuras no lo es. Una parte del conmutador se comporta, otra parte empieza el problema.
3. Quedan rebabas en los bordes de la barra
Un colector puede fallar incluso cuando la profundidad de la propia mica está cerca del objetivo. Las rebabas y las aletas bastan para perturbar el recorrido de la escobilla.
4. Falta chaflán o está mal controlado
La escobilla no debe encontrarse con un borde de cobre afilado después del destalonado. Una transición dura eleva el choque mecánico y debilita el patrón de contacto.
5. El acondicionamiento final de la superficie es incorrecto
Una superficie pulida no siempre es una buena superficie. Demasiado lisa y la película se resiente. Demasiado rugosa y aumenta el desgaste del cepillo. La mica alta es menos tolerante en ambos sentidos.
6. El control de fabricación termina en el mecanizado
Esto es más importante de lo que parece. Si la línea sólo comprueba el diámetro y el aspecto, los defectos de alta mica se escapan porque el verdadero problema es el perfil, el rebaje, el estado de los bordes y la limpieza de la ranura en conjunto. No un elemento por sí solo.
Valores de control típicos de fábrica para la geometría del rebaje y del borde de la mica
Estos son gamas típicas de ingeniería, no es un número universal para todos los diseños de colectores. La anchura de la barra, la anchura de la ranura, el diámetro, la velocidad, el grado de la escobilla y la aplicación son importantes.
| Elemento de control | Objetivo típico de fábrica | Nota práctica |
|---|---|---|
| Profundidad de socavado de la mica | 1,0 a 1,5 mm (0,04 a 0,06 pulgadas) para muchos conmutadores de barra media | Una regla común es de 1 a 1,5 veces la anchura de la ranura, a continuación, confirme con el dibujo y la aplicación |
| Chaflán del borde de la barra | 0,2 a 0,5 mm a 45°. | Chaflán ligero. Suficiente para suavizar la transición, pero no tanto como para desperdiciar cobre. |
| Rugosidad final del colector | A menudo 0,9 a 1,8 µm Ra para unidades industriales | Los colectores más pequeños pueden requerir un acabado más fino; la rugosidad debe mantener una película estable, no un pulido espejo. |
| Condición de la ranura | Sin aletas de mica, sin rebabas de cobre, sin residuos empaquetados | La aprobación visual no es suficiente si persiste la incoherencia del perfil |
| Comprobación de perfil / excentricidad | Verificado con respecto al dibujo tras el mecanizado y el destalonado | El diagnóstico de mica alta no es fiable si se omite el control del perfil |
Un proveedor que da un único número fijo de destalonado para cada diámetro y cada geometría de barra está simplificando demasiado. El número importa. La relación entre la anchura de la ranura, la anchura de la barra, el acabado superficial y la inspección final importa más.
Por qué es un problema de fabricación y no sólo de reparación
La reparación de campo puede eliminar el síntoma. No repara la lógica de producción que lo creó.
Esa es la diferencia.
Si un colector sale de fábrica con un rebaje poco profundo, un perfil de ranura incoherente, un desbarbado débil o una rotura de bordes incontrolada, el cliente hereda el trabajo de corrección. El torneado y el rebajado en servicio pueden restablecer el funcionamiento durante un tiempo. Pero añade trabajo, riesgo, tiempo de inactividad y variaciones que, para empezar, nunca deberían haberse subcontratado.
Para un fabricante de colectores, la mejor posición es sencilla:
- mantener el rebaje de mica como dimensión controlada
- controlar la geometría del borde de la barra tras el rebaje
- verificar la limpieza de la ranura antes de la liberación
- comprobar el perfil, no sólo la apariencia
- mantener la repetibilidad del proceso lo suficientemente alta como para que el comportamiento del cepillo sea predecible de un lote a otro
Eso es lo que pagan realmente los compradores. No sólo cobre. Estabilidad.
Cómo controlamos la mica saliente en la producción
No tratamos el rebaje como un paso cosmético de limpieza tras el mecanizado. Lo tratamos como una de las dimensiones que deciden si el motor funcionará silenciosamente o tendrá que volver a mecanizarse.
Nuestra lógica de producción se basa en cinco comprobaciones.
1. Controlamos la profundidad del rebaje como una dimensión real
No “parece empotrado”. Empotrado medido.
La profundidad de rebaje se establece mediante la geometría de la barra y la ranura, y luego se comprueba con la ventana de diseño del colector. Para los diseños de barra media, esto suele significar un rebaje en el rango de 1,0 a 1,5 mm, pero el límite de liberación real sigue el dibujo y la aplicación, no la costumbre.
2. Controlamos la coherencia de las ranuras, no sólo la profundidad media
Una ranura poco profunda puede bastar para crear vibraciones. Así que la profundidad media por sí sola es un método de control débil. El patrón de ranuras debe ser constante en toda la circunferencia.
3. Eliminamos las rebabas y controlamos el chaflán juntos
Un destalonado limpio con un borde dañado sigue siendo un mal resultado. Mantenemos controladas las transiciones entre los bordes de las barras, con un ligero chaflán y sin que queden aletas de cobre sueltas tras el mecanizado.
4. Controlamos la superficie de contacto final
La superficie del colector necesita el acabado adecuado para el asentamiento de las escobillas y la formación de la película. Demasiado brillante es un problema. Demasiado rugoso es otro. El objetivo es una superficie deslizante utilizable, no un acabado decorativo.
5. Verificamos la geometría antes del lanzamiento
El diámetro por sí solo no dice la verdad. Comprobamos el perfil y el estado de funcionamiento en función de los requisitos del plano para que el cliente no se vea obligado a descubrir el defecto durante el rodaje del cepillo.
Cuando reelaborar es la respuesta equivocada
No todos los casos de alta mica deben corregirse en servicio.
Un colector debe ser reemplazado en lugar de repetidamente repasado cuando:
- el margen de cobre restante ya es limitado
- el daño de la barra se ha extendido más allá de ligeras marcas en los bordes
- la incoherencia de las ranuras vuelve a aparecer tras la corrección
- problemas de perfil y alta mica existen juntos
- el cliente necesita un rendimiento OEM repetible, no una recuperación temporal
Este punto es importante en los proyectos de exportación. A menudo, los compradores comparan el precio por pieza y luego pierden más dinero por el desgaste de las escobillas, las pruebas inestables, la clasificación en garantía y la mano de obra de mantenimiento. Un colector de bajo coste con un control débil de la mica no es de bajo coste durante mucho tiempo.

Por qué la subcotización de precisión en fábrica es importante para los compradores de OEM
La mica sobresaliente es uno de esos defectos que parecen pequeños y salen caros.
Para los fabricantes de motores, afecta a la consistencia de entrada, el asiento de las escobillas, la estabilidad de las pruebas de final de línea y la vida útil. Para los reconstructores, supone un trabajo de corrección adicional antes de poder confiar en una unidad. Para las marcas de equipos, aumenta la posibilidad de que un problema de escobillas se atribuya a todo el motor.
El rebajado de precisión en fábrica elimina esa incertidumbre antes, donde debe estar.
Un colector fabricado correctamente debe llegar con:
- receso de mica controlado
- perfil de ranura limpio
- geometría estable del borde de la barra
- acabado superficial adecuado
- geometría repetible de una pieza a otra
Ese es el mejor punto de partida para cualquier inducido de motor de CC o plataforma de motor universal.
Preguntas frecuentes
¿Qué es la mica que sobresale en un conmutador?
Es una condición en la que el aislamiento de mica entre las barras del colector está demasiado alto en relación con la superficie de rodadura de cobre, o demasiado cerca de la trayectoria de la escobilla después del mecanizado y el desgaste.
¿Puede la mica alta provocar chispas en las escobillas?
Sí. Un alto contenido de mica reduce la estabilidad del contacto en la transición de la barra. Esto facilita la formación de chispas, especialmente cuando al mismo tiempo hay rebabas, un chaflán débil, una película deficiente o problemas de perfil.
¿A qué profundidad debe socavarse la mica del colector?
Para muchos conmutadores de barra media, un rango típico es 1,0 a 1,5 mm (0,04 a 0,06 pulgadas), a menudo en torno a De 1 a 1,5 veces la anchura de la ranura. La profundidad final debe seguir el diseño del colector, la velocidad de aplicación y el sistema de cepillos.
¿La mica que sobresale es un defecto de fabricación o un problema de desgaste?
Puede ser cualquiera de las dos cosas, pero en los colectores nuevos es principalmente un problema de control de fabricación. En servicio, el desgaste normal del cobre o un recargue incorrecto pueden empeorar la situación.
¿Importa el biselado después del destalonado?
Sí. Un ligero chaflán en el borde de la barra reduce el choque mecánico en el cruce de las escobillas. Sin él, incluso una profundidad de rebaje correcta puede seguir comportándose mal.
¿Puede un cambio de escobillas solucionar la mica alta?
No a nivel de la raíz. Un cepillo diferente puede cambiar el patrón de los síntomas, pero no elimina los rebajes poco profundos de la mica, las rebabas o la mala geometría de los bordes.
¿Es bueno el pulido espejo para la superficie de un colector?
No. Una superficie similar a un espejo suele ir en contra de la formación de una película estable. El objetivo es una rugosidad controlada, no el máximo brillo.
¿Necesita colectores OEM con rebaje de mica controlado?
Si su proveedor actual deja al azar la profundidad del destalonado, el estado del borde de la barra o la consistencia de la ranura, el motor lo demostrará más tarde con el desgaste de las escobillas, la inestabilidad de la conmutación y las repeticiones de trabajo evitables.
Fabricamos colectores con receso de mica controlado, geometría de ranura limpia e inspección a nivel de producción para un rendimiento estable de las escobillas en aplicaciones OEM y de recambio.
Envíenos su dibujo, o parámetros del motor para su evaluación.










